
The nickel processing and refining industry in Southeast Sulawesi, particularly in strategic industrial areas like Kendari and Konawe, has become the backbone of mineral downstreaming in Indonesia. Smelter operations, whether utilizing Rotary Kiln Electric Furnace (RKEF) or High Pressure Acid Leaching (HPAL) technology, are highly energy-intensive processes that generate immense heat. In this heavy industrial ecosystem, water is not merely a supporting utility, but a critical component ensuring production continuity and the safety of assets worth trillions of rupiah. As an experienced provider of Sulawesi smelter water treatment solutions, PT Mizui Osmosa Teknovisa understands that failure to supply water of the right quality and quantity can have fatal consequences, ranging from unplanned shutdowns and furnace damage to energy inefficiencies in captive power plants.
This technical article will deeply outline the unique challenges of water management in Southeast Sulawesi’s nickel industrial centers and how the right engineering approach can transform these challenges into sustainable operational advantages.
Operating smelter facilities in regions that are often remote and possess coastal geographical characteristics like Southeast Sulawesi presents a complex matrix of challenges for Operations Managers and Heads of Mining Engineering. The availability of reliable raw water is often inversely proportional to the industry’s massive needs.
The most fundamental challenge is volume. An integrated smelter complex equipped with a captive power plant requires water supply on a scale of thousands of cubic meters per hour (m³/hour). This water is not of a single type; every point of use has drastically different quality requirements.
Generally, water requirements in a smelter are divided into several critical categories:
Cooling Water: Used to cool furnace walls (furnace cooling jackets), auxiliary equipment, and condensers in power plants. The required volume is enormous, and although it often circulates, it requires constant make-up water to replace losses due to evaporation and blowdown.
Process Water: Used directly in metallurgical processes, ore washing, or slag handling.
Demineralized Water: The most critical requirement with the highest standards, used as high-pressure boiler feed water in power plants to generate steam that drives turbines.
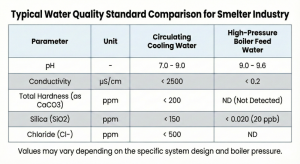
Water quality standards for cooling towers might tolerate Total Dissolved Solids (TDS) levels up to 1000-1500 ppm (depending on the cycle of concentration), but demand strict control over scale-forming parameters like Calcium Hardness and Magnesium Hardness, as well as corrosive parameters like Chloride. Conversely, water for high-pressure boilers demands conductivity approaching 0.1 µS/cm and Silica (SiO₂) levels below 20 ppb (parts per billion) to prevent deposits on turbine blades that can cause catastrophic failure. Failure to consistently meet these specific standards is a recipe for operational disaster.
Building a Southeast Sulawesi (Sultra) mining industry WTP often means facing the reality that surface freshwater sources (rivers or lakes) are very limited or have extreme seasonal quality fluctuations (high Turbidity during the rainy season). Many nickel industrial estates in Konawe and Kendari are located in coastal areas where seawater intrusion into groundwater aquifers is a common phenomenon.
Consequently, many smelter operators are forced to rely on brackish water or even pure seawater as their main raw water source. This high-salinity water brings far heavier technical challenges compared to treating river water. Parameters such as TDS reaching 35,000 ppm in seawater, the presence of corrosive ions like chloride and sulfate, and the potential for biofouling from marine microorganisms demand advanced and robust treatment technologies.
Furthermore, locations far from major logistics hubs demand water treatment systems designed with high redundancy and minimal maintenance requirements. Delays in the delivery of chemicals or membrane spare parts must not be an excuse for halting nickel production.
Given the scarcity of fresh water at many smelter locations in Southeast Sulawesi, utilizing seawater becomes the most logical and volumetrically sustainable solution. PT Mizui Osmosa Teknovisa specializes in the implementation of large-scale industrial seawater treatment (Industrial SWRO) systems specifically designed to operate 24/7 in heavy industrial environments.
In the coastal areas of Kendari and Konawe, deep groundwater extraction often yields water with conductivity far above the freshwater threshold (>2000 µS/cm), indicating significant seawater intrusion. Using this brackish water directly in conventional cooling systems without adequate treatment will exponentially accelerate corrosion rates in metal piping infrastructure and heat exchangers due to high Chloride (Cl⁻) levels.
Therefore, the first crucial step is to perform comprehensive raw water characterization. We conduct detailed laboratory analysis of physical, chemical, and biological parameters of available water sources. This data becomes the design basis for determining the most effective pre-treatment technology before the water enters the main desalination stage. Without accurate data, the risk of premature failure of RO membranes is very high.
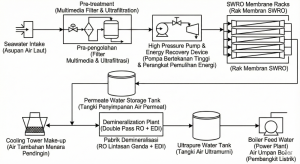
Robust Pre-treatment Systems: SWRO membranes are highly susceptible to fouling by colloidal particles and organic matter. We implement multi-stage filtration systems, often combining Multimedia Filters (MMF) with Ultrafiltration (UF) technology as the final goalkeeper before the RO. UF is highly effective in lowering the Silt Density Index (SDI) to levels < 3, which is crucial for guaranteeing the lifespan of SWRO membranes.
High-Pressure Pump and Energy Recovery Design: The seawater desalination process requires very high operational pressure (often > 60 bar) to overcome the natural osmotic pressure of seawater. This is an energy-intensive process. To increase smelter operational efficiency, we integrate Energy Recovery Devices (ERD) such as isobaric chambers or turbochargers. This technology recovers pressure energy from the reject stream (brine) and reuses it to help pump feed water, which can reduce the specific energy consumption of the SWRO system by up to 40-50%.
Membrane Management and Chemical Dosing: Selection of the right SWRO membrane type (e.g., high rejection vs. low energy) is adjusted to permeate quality targets and energy costs. Additionally, precise and automated chemical injection systems (antiscalant, biocide, bisulfite) are vital to prevent mineral scale formation (such as Calcium Carbonate and Calcium Sulfate) and biofouling growth on membrane surfaces.
For references regarding industrial water quality standards and testing methods we adhere to, we are guided by international standards such as those published by ASTM International – Committee D19 on Water.
Cooling systems are the largest water consumers in smelter facilities. The thermal efficiency of the furnace and the energy efficiency of the power plant depend heavily on the performance of this cooling system. Water is not just a heat-absorbing liquid; it is a working fluid whose chemical characteristics must be managed.
In open-type cooling towers, some water evaporates to release heat into the atmosphere. This evaporation process leaves behind dissolved solids, causing mineral concentrations in the circulating water to increase over time. This phenomenon is known as the Cycle of Concentration (COC).
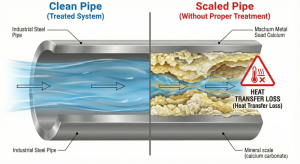
If the cooling tower make-up water added contains high levels of Hardness or Silica, and the COC is not well-controlled through blowdown, the mineral solubility limits will be exceeded. The result is scaling on heat transfer surfaces (heat exchangers).
Scale is a very effective thermal insulator. Even a layer of scale as thin as a hair can drastically reduce heat transfer efficiency, forcing pumps and fans to work harder, and in extreme cases in smelters, causing overheating of furnace components which can lead to permanent damage.
PT Mizui Osmosa Teknovisa provides integrated solutions:
Softener Plant: For raw water with moderate hardness, we use ion exchange resin systems to remove Calcium and Magnesium ions.
Partial RO: For raw water with high TDS and Silica, we recommend using RO product water (permeate) as a mix for make-up water to significantly lower scaling potential, allowing operations at higher COCs to save water.
Specific Chemical Programs: The use of corrosion inhibitors and antiscalants/dispersants specifically designed for the metallurgical conditions and specific water quality at the smelter site.
In an era where sustainability and compliance with environmental regulations (such as the Ministry of Environment and Forestry Regulation on Wastewater Quality Standards) are increasingly strict, the linear economic concept (take-make-dispose) in industrial water management is no longer relevant. Modern smelters must shift to a circular model.
Heavy industry process water circulation offers significant cost-saving opportunities while reducing environmental risks. PT Mizui Osmosa Teknovisa develops Water Recycling systems that re-treat various wastewater streams:
Cooling Tower Blowdown: Mineral-rich wastewater from cooling towers can be re-treated using technologies like High Recovery RO or evaporators to be reused in less critical areas (e.g., stockpile watering or area washing).
Process Effluent: Wastewater from production processes can go through clarification, filtration, and advanced treatment stages to be returned to the process water system.
The ultimate goal is to approach Zero Liquid Discharge (ZLD) status, where almost all water is recycled and final waste is only in the form of dry solids. Although the initial investment for ZLD is significant, the long-term Return on Investment (ROI) through reduced raw water extraction costs and waste disposal costs makes it an attractive option commercially and environmentally.
Choosing a partner for critical water needs in the smelter industry is not a decision to be taken lightly. PT Mizui Osmosa Teknovisa is present not just as an equipment vendor, but as a strategic engineering partner.
Our main strength lies in our ability to handle projects end-to-end through an EPC model. We understand that every smelter has unique characteristics based on the type of nickel ore processed, the furnace technology used, and local raw water conditions. There is no “one size fits all” solution.
Engineering: Our team of process, mechanical, and electrical engineers designs fully customized systems, from P&ID (Piping and Instrumentation Diagram), 3D layouts, to piping stress analysis.
Procurement: We have a strong global supply chain network with leading manufacturers of membranes (such as DuPont/FilmTec, Hydranautics), high-pressure pumps (such as Grundfos, Danfoss), and instrumentation, ensuring top-quality components at competitive prices.
Construction & Commissioning: Our construction team is experienced in working in mining project environments with strict HSE (Health, Safety, and Environment) standards. The commissioning process is carried out methodically to ensure a smooth transition from installation to full operation, including intensive training for local operators.
As a provider of Kendari industrial RO installations and surrounding areas, we realize that the real challenge often begins after project handover. Operations in remote locations demand reliable after-sales support.
PT Mizui Osmosa Teknovisa is committed to supporting client operations in the long term through:
Availability of Critical Spare Parts: We help clients identify and stock critical spare parts on-site, such as cartridge filters, dosing pump repair kits, and several spare membrane elements to minimize MTTR (Mean Time To Repair).
Service Contracts (O&M Support): We offer options for preventive maintenance contracts, periodic system audits, membrane cleaning services (CIP – Cleaning in Place) on-site or off-site, as well as remote troubleshooting support and field visits by expert technicians.
Continuous Optimization: We work together with the client’s utility team to continuously monitor operational data, look for opportunities to improve energy and water efficiency, and adjust systems to changes in raw water quality or smelter production capacity.
The reliability of cooling water and demineralized water supply is a non-negotiable foundation for the successful operation of nickel smelters in Southeast Sulawesi. The risks resulting from poor water quality—ranging from damage to expensive equipment to production stoppages—far outweigh the investment in a properly designed water treatment system.
PT Mizui Osmosa Teknovisa is ready to be your strategic partner in navigating the challenges of water management in this heavy industry. With a combination of deep technical expertise, field experience in the mining sector, and a commitment to quality, we provide solutions that guarantee your peace of mind.
Don’t let water issues hinder your nickel production targets. Contact our expert engineering team today for an initial consultation and assessment of your project needs in Kendari, Konawe, or other Sulawesi regions.

Butuh bantuan? Tim kami siap membantu.

