
The Indonesia Morowali Industrial Park (IMIP) has transformed into one of the world’s largest nickel downstream centers. In such a massive industrial ecosystem, water availability is not merely a supporting utility, but the lifeblood of smelter operations. As an experienced Morowali Industrial Park WTP Contractor, PT Mizui Osmosa Teknovisa understands that the challenge in Bahodopi is not just about pumping water, but guaranteeing the continuous supply of mining-grade water amidst extreme natural conditions and a remote location.
The reliability of a Water Treatment Plant (WTP) system is the defining factor between efficient smelter operations and a shutdown that costs billions of rupiah. This article will thoroughly explore the technical approach, local hydrological challenges, and cutting-edge engineering solutions required to support the metallurgical industry in Central Sulawesi.
Before discussing technology, a Site Manager or Project Director must understand the battlefield in Morowali. The main raw water sources in this region generally come from large rivers cutting through the nickel mountain topography.
The soil characteristics in the mining area, which are dominated by laterite (red soil), bring serious consequences to river water quality. When the rainy season arrives, turbidity levels can spike drastically from a normal figure of < 50 NTU to > 1,000 NTU in a matter of hours. The colloidal particles from this laterite soil are extremely fine and difficult to settle using standard gravity sedimentation alone. This is why Morowali mining water treatment services cannot be handed over to vendors who are only accustomed to handling urban municipal water. A deep understanding of chemical dosing (specific coagulants and flocculants) and multi-stage filtration systems is required to conquer this “red water.”
Besides turbidity, another challenge is the relatively high content of silica (SiO2) and iron (Fe), which are natural geological characteristics of nickel mineralization areas. If left untreated, these two parameters are the main enemies of cooling systems and boilers in the purification plant.
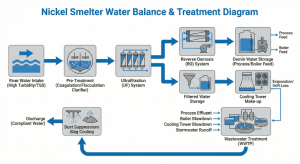
The core activities at IMIP are pyrometallurgy processes (RKEF – Rotary Kiln Electric Furnace) to produce Nickel Pig Iron (NPI) or Ferronickel, as well as hydrometallurgy processes (HPAL) for battery raw materials. Both of these processes are extremely “thirsty” for water.
In the operation of furnaces and their supporting power plants (PLTU), the cooling system plays a vital role. Water is used to cool the furnace walls, slag, and turbine condensers. Here, technical parameters become very strict. The circulating water must not cause scaling or corrosion.
The water treatment for nickel processing systems we design focus on controlling the Cycles of Concentration (COC) in the Cooling Tower. The higher the COC that can be achieved without scaling, the more raw water (make-up water) is saved. However, the challenge is that Morowali river water often has fluctuating hardness and alkalinity. PT Mizui Osmosa Teknovisa applies an aggressive pre-treatment approach, including the use of industrial-scale softeners or the injection of advanced polymer-based scale inhibitors that can withstand high temperatures in the smelter area.
For facilities with Captive Power Plants (coal-fired power plants), boiler feed water quality is non-negotiable. Reactive silica in the raw water must be reduced to parts per billion (ppb) levels to prevent silica carryover to the turbine blades, which can cause fatal imbalances.
Conventional technologies often fail to handle silica spikes during floods. Therefore, integrating membrane technology has become a new standard in our designs. Given the location far from logistics hubs, the system design must prioritize membrane durability against fouling.
Engineering Note: It is important to note that failure to control cooling water quality can reduce heat transfer efficiency by up to 20% in just a few months of operation, directly impacting spikes in coal or electricity consumption.
Moving deeper into the production area, metallurgical industry process water treatment requires more specific specifications than general cooling water. In the Stainless Steel industry, demineralized water (demin water) is needed for various washing and chemical mixing processes.
In the past, Mixed Bed Ion Exchange resin systems were the prime choice. However, in remote locations like Bahodopi, reliance on the supply of regeneration chemicals (Sulfuric Acid and Caustic Soda) in large quantities presents its own logistical risks.
As a modern solution, PT Mizui Osmosa Teknovisa recommends a Double Pass Reverse Osmosis (DPRO) system combined with Electrodeionization (EDI). This system is capable of producing water with a conductivity of < 0.1 µS/cm continuously without the need for daily chemical regeneration. This cuts down the workload of the procurement team in sourcing hazardous chemicals (B3) and reduces OHS (Occupational Health and Safety) risks on-site.
Although the main focus of this article is the provision of clean water, we cannot ignore the environmental aspect. Run-off water from nickel and coal stockpile areas is often acidic or contains dissolved heavy metals. A comprehensive WTP system must be integrated with an understanding of the overall plant’s Water Balance. Treated wastewater can often be recycled as dust suppression water for roads or truck washing, reducing the burden of extracting fresh water from the Bahodopi river.
(For further information regarding downstream regulations and environmental standards, you can refer to the official Ministry of Energy and Mineral Resources website or sustainability standards applied in the IMIP area.)
Considering the condition of river raw water in Central Sulawesi, which has extreme Total Suspended Solids (TSS) fluctuations, conventional sand filter technology is often overwhelmed (saturated) in a short time, resulting in excessively high backwash frequencies and water wastage.
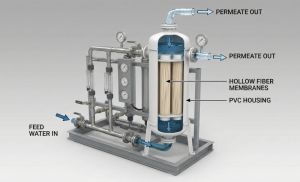
This is where a large-capacity Ultrafiltration system becomes a game changer. Ultrafiltration (UF) uses hollow fiber membranes with an average pore size of 0.01 microns.
Output Stability: No matter how turbid the river water is during flash floods, UF permeate will always have a turbidity of < 0.1 NTU. This provides a safety guarantee for the downstream RO system.
Physical Barrier: UF acts as an absolute physical barrier to bacteria, viruses, and colloidal silica that cannot be filtered by regular media filters.
Compact Footprint: In plant areas densely packed with equipment, UF systems take up a much smaller footprint compared to conventional clarifiers with equivalent capacity.
We implement UF modules with an Outside-in configuration made of PVDF (Polyvinylidene Fluoride), which has high mechanical strength and chlorine resistance. This feature is crucial to prevent membrane fibers from breaking due to abrasion by fine sand particles carried by swift river currents. As an IMIP smelter water treatment vendor that prioritizes quality, we ensure the UF system is equipped with an automatic Chemical Enhanced Backwash (CEB) to keep the flux stable without excessive manual operator intervention.
An industrial park consists not only of machines but also humans. With thousands of workers living in dormitories or camps within the IMIP area, domestic water needs become a giant logistical challenge.
A clean water installation for employee camps must meet drinking water quality standards (Ministry of Health Regulation No. 492/2010). The risk of spreading waterborne diseases in densely populated environments like worker camps is very high and can disrupt overall project productivity.
WTP capacities for dormitories in Morowali are often equivalent to small-town municipal waterworks, reaching thousands of cubic meters per day. The main challenges are distribution and residual chlorine. PT Mizui Osmosa designs systems with:
Multi-Stage Sterilization: A combination of chlorination for residual effects in long pipe networks, and UV (Ultraviolet) lamps at final extraction points (canteens/kitchens) for double protection.
Compact & Modular WTPs: Considering camps are often built in phases (expansions), we use containerized or skid-mounted WTP systems. This allows for quick capacity additions (plug-and-play) as the number of employee barracks increases.
Aesthetics and Comfort: Water must not only be chemically clean but also clear, odorless, and tasteless. The use of high-quality Activated Carbon Filters is our standard to remove organic odors from river water or excessive chlorine odors often complained about by employees.
This is perhaps the most critical point that distinguishes Central Sulawesi WTP construction by amateurs from professionals. Building an advanced WTP is one thing, but guaranteeing the availability of spare parts in a location thousands of kilometers away from manufacturing centers in Java is another.
The failure of a single dosing pump or the rupture of one RO membrane can stop demin water production, leading to a boiler shutdown. The cost of losses is no longer in the millions, but billions per hour. Therefore, logistics and WTP spare parts supply to remote locations is an integral part of PT Mizui Osmosa Teknovisa’s services.
Our strategy for the Morowali area includes:
Inventory on Site (Consignment Stock): We do not wait for a part to break before ordering. We analyze critical parts (such as cartridge filters, dosing pump seals, solenoid valves) and place emergency stock directly in the client’s site warehouse.
Component Standardization: In our designs, we use uniform brands and component types across units (interchangeable) as much as possible. This reduces the variance of spare parts that must be stored.
Dedicated Logistics Routes: We have sea and land expedition partners specifically handling the Surabaya/Jakarta – Kendari/Morowali routes, understanding the challenging Trans-Sulawesi land routes for shipping heavy goods and liquid chemicals.
As a mining area clean water specialist, we also train local operators not just to push buttons, but to perform preventive maintenance. The ability to detect rough pump bearing noises or abnormal motor vibrations early on gives the logistics team time to send replacements before total failure occurs.
Building and managing water utilities in an industrial park of IMIP Morowali’s caliber is no light task. It demands a precise blend of civil, chemical, and mechanical engineering expertise, along with logistics management. Poor water quality directly impacts asset lifespans (pipe corrosion, boiler damage) and the health of thousands of employees.
PT Mizui Osmosa Teknovisa is here not just as an equipment seller, but as a long-term strategic partner. From the process design stage that accounts for the Bahodopi river’s water characteristics, the implementation of large-capacity Ultrafiltration systems, to the management of logistics and WTP spare parts supply to remote locations, we ensure water flows according to specifications, 24/7, 365 days a year.
For Project Directors and Procurement Managers planning facility expansions or seeking solutions to existing WTP problems, choosing the right contractor is an investment decision.
Next Step: Are you facing issues with high rejection rates on RO membranes or uncontrollable raw water turbidity at your Morowali site? Contact the PT Mizui Osmosa Teknovisa engineering team today to schedule a water system audit and free technical consultation. We are ready to mobilize our expert team to your location.

Butuh bantuan? Tim kami siap membantu.

