In factory utility management, the biggest challenge often lies not in the availability of raw water, but in the quality and operational costs of its treatment. Many Plant Managers face a classic dilemma: Sand Filters let turbidity slip through during the rainy season, while Reverse Osmosis (RO) is too expensive to operate if only needed for non-demineralized process water. This is where an industrial ultrafiltration system emerges as a precise technical solution.
As a technology that bridges the gap between conventional media filtration and nanofiltration, Ultrafiltration (UF) offers the total removal of Total Suspended Solids (TSS), colloids, and pathogens without requiring high osmotic pressure. This article will dissect the technical architecture, membrane materials, and system operations that make UF the new standard in industrial filtration.
Why Choose Ultrafiltration Technology?
The transition from conventional filtration methods to membrane technology is not just a trend; it is a necessity for water quality stability. Fluctuations in raw water quality—especially from surface water sources like rivers—often overwhelm legacy systems.
Limitations of Conventional Sand Filters
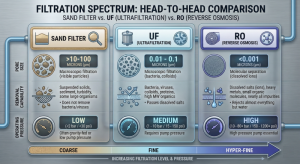
For years, Rapid Sand Filters or Multimedia Filters were the mainstay. However, at a microscopic level, these systems have a fatal flaw. Silica sand media, even of the highest grade, generally only filters particles down to 20-50 microns.
Consequently, fine colloidal particles, viruses, and bacteria pass straight through. Additionally, the “channeling” phenomenon (where high pressure creates specific bypass paths within the sand media) frequently occurs, leading to incomplete filtration. This forces operators to perform backwashes more frequently, wasting water and increasing downtime. Replacing sand filters with membrane technology is the logical step to break this cycle of inefficiency.
Energy Efficiency: UF vs. Reverse Osmosis (RO)
A common misconception is that one must use RO to obtain clear, bacteria-free water. In reality, if the primary goal is turbidity removal and physical disinfection (not mineral/TDS removal), RO is an “over-design” that wastes energy.
The difference between UF and RO lies in the separation mechanism and operating pressure:
Reverse Osmosis: Separates dissolved ions (salts) using high pressure (10-15 bar for brackish water) to overcome osmotic pressure.
Ultrafiltration: Separates solid particles and pathogens based on pore size (sieving mechanism) at low pressure (1-3 bar).
Operationally, using an industrial UF machine can save pump energy consumption by up to 70% compared to RO for the same production capacity, making it a superior option for process water, cooling water, or low-pressure boiler feed water.
Technical Specifications and How UF Membranes Work
At PT Mizui Osmosa Teknovisa, we emphasize the importance of understanding internal membrane specifications before installation. Not all UF modules are created equal. The output water quality depends heavily on the integrity of the hollow fibers and the materials used.
Hollow Fiber Structure and 0.01 Micron Pores
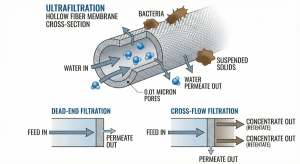
The core of a UF membrane water filter is the hollow fiber. Imagine thousands of microscopic straws bundled into a single pressure vessel. The walls of these fibers have pores averaging 0.01 microns.
For comparison:
With 0.01-micron pores, the UF membrane acts as an absolute physical barricade. Water is forced through the fiber walls from the outside in (Outside-in) or vice-versa, leaving contaminants on the membrane surface.
Technical Note: Membrane quality is often measured by Molecular Weight Cut-Off (MWCO), typically in the range of 100,000 Daltons for standard water purification applications.
Advantages of PVDF (Polyvinylidene Fluoride) Material
Material selection is the key to membrane lifetime. While materials like Polyacrylonitrile (PAN) or Polysulfone (PS) exist, PVDF ultrafiltration modules are the gold standard for heavy industrial applications today.
PVDF advantages include:
Extreme Chemical Resistance: Highly tolerant of chlorine and oxidants. This is crucial because membrane cleaning processes often use high concentrations of chlorine to kill biofouling. Other materials can become brittle and degrade if exposed to chlorine continuously.
Mechanical Strength: PVDF fibers are flexible and do not break easily during high-pressure backwashing.
Hydrophilicity: These membranes are modified to be “water-loving,” allowing water to pass through with minimal resistance (fouling).
Filtration Modes: Dead-end vs. Cross-flow
When designing a system, PT Mizui Osmosa Teknovisa engineers determine the operating mode based on your raw water quality:
Comparison Table: Sand Filter vs. Ultrafiltration vs. Reverse Osmosis
To facilitate technical decision-making, here is a performance comparison matrix:
| Parameter |
Sand Filter (Multimedia) |
Ultrafiltration (UF) |
Reverse Osmosis (RO) |
| Pore Size / Filtration |
10 – 50 Microns |
0.01 – 0.1 Microns |
0.0001 Microns |
| Mechanism |
Depth Filtration |
Size Exclusion (Sieving) |
Diffusion / Osmosis |
| Operating Pressure |
2 – 4 Bar |
1 – 3 Bar |
10 – 80 Bar |
| Bacterial Removal |
Low / None |
> 99.99% (Log 4) |
> 99.99% |
| Virus Removal |
None |
> 99.99% (Log 4) |
> 99.99% |
| Mineral Removal (TDS) |
None |
None |
95 – 99% |
| Output Quality (Turbidity) |
< 5.0 NTU |
< 0.1 NTU |
< 0.1 NTU |
| Primary Function |
Coarse Pre-filter |
Clarification & Disinfection |
Demineralization |
As shown in the table, UF is the sweet spot for obtaining sterile, crystal-clear water without the high energy costs of RO.
Industrial Applications of Ultrafiltration Systems
The flexibility of industrial UF machines allows them to be applied across various sectors, from power plants to the food and beverage industry.
Pre-treatment to Protect RO Membranes
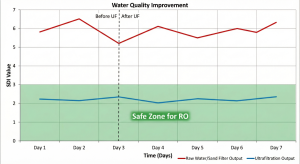
The main enemy of RO membranes is colloids and fine particles that cause fouling. RO feed water quality must have a Silt Density Index (SDI) below 3 (ideally < 3). Sand filters rarely achieve this consistently. Using UF as a pre-treatment guarantees an SDI < 3, extending RO membrane life and reducing the frequency of expensive membrane replacements.
Water Recycling
In Zero Liquid Discharge or water efficiency concepts, UF applications for wastewater recycling are vital. Effluent from WWTPs that has undergone biological treatment still contains residual suspended solids and bacteria. UF can polish this secondary wastewater into recycled water suitable for:
Pathogen-Free Clean Water Supply
For the food, beverage, and pharmaceutical industries, process water must be pathogen-free. While WHO standards for drinking water turbidity require values below 5 NTU, industries often demand below 0.5 NTU. UF ensures a constant output below 0.1 NTU, providing a safety guarantee for your end products.
Reference: According to the World Health Organization (WHO), water turbidity is closely related to the presence of microorganisms. A significant reduction in turbidity through membranes effectively eliminates the risk of pathogens.
Operations and Maintenance
Many users fear that membrane technology is “complicated.” In fact, with modern automation implemented by PT Mizui Osmosa Teknovisa, UF operation is much more “hands-off” than manual sand filter backwashing.
Backwash and CEB (Chemically Enhanced Backwash)
The key to a stable UF membrane module price (in terms of Life Cycle Cost) is maintenance. The system operates with automated cycles:
Filtration: Lasts 20-60 minutes.
Backwash: Pumps reverse the water flow from inside to outside the fiber to flush out contaminants. This is often assisted by Air Scouring to dislodge stubborn scale.
CEB: Periodically, chemicals are injected during backwash. Acids (HCl or H2SO4) remove inorganic scale, while Bases/Chlorine (NaOH or NaOCl) remove organics and bacteria.
Troubleshooting Membrane Fouling
The primary indicator of membrane health is Trans-membrane Pressure (TMP).

If the TMP rises beyond the limit (usually > 1.5 bar from clean conditions), the membrane is experiencing heavy fouling. The correct response is not to increase pump pressure, but to perform Recovery Cleaning or CIP (Cleaning in Place) with chemical soaking.
UF Solutions from PT Mizui Osmosa Teknovisa
Choosing a filtration system is not just about buying equipment; it is about buying long-term performance. PT Mizui Osmosa Teknovisa does not just sell modules; we design integrated systems.
Comprehensive Raw Water Analysis: We design based on lab data to determine a safe flux rate  so your membranes last.
so your membranes last.
Right Material Selection: We provide reinforced PVDF options for harsh industrial conditions.
Smart Control Systems: Our panels manage backwashing and chemical dosing precisely.
Ready to increase your factory efficiency with clearer water and lower energy costs? Discuss your technical specifications and get the best UF membrane module price quotation with our expert team today.
Contact PT Mizui Osmosa Teknovisa Now
This article has been prepared with reference to modern chemical engineering principles and standards from the Journal of Membrane Technology to ensure scientific accuracy.