
The Cilegon industrial estate, stretching from Anyer to Merak, is the mechanical heart of the Indonesian economy. As the center of the “Steel City” and home to petrochemical complexes and vital power plants (PLTU), the need for utility engineering here is not just mere support, but the operational pulse. In this context, finding a Cilegon water treatment contractor who understands not only water chemistry but also the operational dynamics of heavy industry is crucial.
PT Mizui Osmosa Teknovisa is here with a deep understanding that water in Cilegon poses unique challenges. Ranging from the high salinity of the Sunda Strait seawater and sedimentation, to the standard requirements of ultrapure water for supercritical pressure turbines. This article will technically dissect how the right chemical and mechanical engineering approaches can increase your plant’s thermal efficiency, prevent unplanned shutdowns, and extend the lifespan of the company’s vital assets.
For a Plant Manager in the Krakatau Industrial Estate Cilegon (KIEC) or the Anyer petrochemical zone, water is a fluctuating yet critical cost variable. Raw water sources in this region are generally divided into piped industrial water supply and seawater. However, raw water quality fluctuations due to seasonal changes and seawater intrusion into coastal aquifers demand an adaptive treatment system.
As Cilegon heavy industry WTP services, we observe that the biggest challenge lies not only in physical purification, but in the chemical stability of the water entering the process system. Parameters such as Total Dissolved Solids (TDS), colloidal Silica, and organic content are the main enemies of membrane and boiler tube efficiency. Without precise pre-treatment intervention, the risk of fouling on RO membranes or silica carryover in steam turbines increases exponentially. Therefore, the water treatment strategy must be holistic, integrating advanced desalination technology with a rigorous chemical program.
Given the limited fresh water supply and geographical proximity to the sea, desalination technology has become the backbone for many industries in Cilegon. However, operating a Sea Water Reverse Osmosis (SWRO) system in the busy waters of the Sunda Strait presents its own challenges, particularly regarding Total Suspended Solids (TSS) fluctuations and potential oil spills from vessel traffic.
SWRO efficiency is determined long before the water touches the membrane, namely at the intake stage. As an experienced Cilegon seawater desalination contractor, we emphasize the importance of an intake design that minimizes the entry of marine biota and bottom sediments. The use of Ultrafiltration (UF) technology as a pre-treatment has now become the gold standard replacing conventional sand filters to consistently achieve a Silt Density Index (SDI) below 3.0. This is crucial to protect SWRO membranes from early fouling which can cause operational pressure spikes (Delta P) and wasteful energy consumption.
Engineering Note: The use of isobaric type Energy Recovery Devices (ERD) in modern SWRO systems can cut energy consumption by up to 60%, significantly lowering OPEX compared to older pelton turbine systems.
Semi-permeable membranes in SWRO must be able to withstand very high osmotic pressure (often above 60 bar) to overcome seawater TDS ranging from 30,000 – 35,000 ppm. The selection of membrane types with a salt rejection above 99.8% is absolutely necessary. Additionally, Clean-in-Place (CIP) protocols must be specifically designed based on the dominant foulant type in Cilegon waters—whether it is organic biofouling or inorganic scaling (such as Calcium Carbonate or Sulfate). Periodic membrane autopsy analysis is recommended to validate the effectiveness of the chemical regimen used.

Shifting from raw water provision to a more critical application: power generation. Whether it is a Captive Power Plant in a steel mill or a utility-scale power plant in Suralaya, boiler feed water quality is a non-negotiable parameter. This is where the role of a Demineralization plant for power plants becomes highly vital.
Traditionally, Banten power plant water treatment vendors relied on Mixed Bed (Cation-Anion) systems to produce demin water. Although effective, this system requires chemical regeneration (Acid and Base) which generates hazardous waste and downtime. Current technology trends are moving towards the integration of Double Pass RO followed by Electro-Deionization (EDI).
EDI technology utilizes electricity to continuously regenerate resin, eliminating the need for hazardous acid/caustic storage tanks and chemical procurement logistics. For high-pressure boilers (>100 bar), this system is capable of producing water with consistent electrical conductivity below < 0.1 µS/cm and reactive silica < 10 ppb, far exceeding the capabilities of conventional manual mixed bed regeneration.
In Cilegon, where many industries use high-pressure boilers to drive turbines, silica is the most feared parameter. Silica that escapes the demineralization system can vaporize with the steam and then crystallize on the turbine blades as pressure and temperature drop on the Low Pressure side of the turbine. This silica scale is extremely hard, difficult to clean, and can cause rotor imbalance as well as a drastic decrease in thermal efficiency.
Therefore, as Cilegon chemical industry water engineering, we implement online silica analyzer monitoring integrated with the plant’s DCS (Distributed Control System). If even the slightest silica breakthrough occurs, the system must be able to automatically divert or trigger regeneration before contaminated water enters the boiler cycle.
Even though demin water is highly pure, it is aggressive and corrosive to pipe metals due to ionic imbalance and the presence of dissolved gases. Boiler feed water treatment is the final chemical conditioning stage to ensure the water is safe for boiler metallurgy.
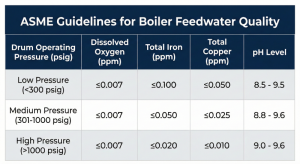
Dissolved oxygen is the main cause of pitting corrosion which can perforate boiler pipes in a short time. ASME standards require oxygen content to be suppressed to ppb (parts per billion) levels. Beyond the use of a mechanical Deaerator, the addition of chemical Oxygen Scavengers is mandatory.
In low to medium pressure systems, sulfite might be sufficient. However, for high-pressure systems common in Cilegon’s industry, the use of Hydrazine (although effective, it is carcinogenic) is starting to be replaced by organic alternatives such as DEHA (Diethylhydroxylamine) or Carbohydrazide. These chemicals not only bind oxygen but also passivate the metal surface, forming a layer of magnetite (Fe3O4) or hematite that protects pipes from further corrosion.
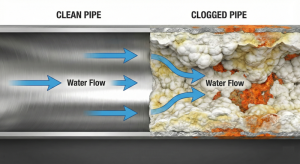
Besides corrosion, scaling inside boiler pipes can cause localized overheating and tube ruptures. The phosphate injection program (Phosphate Treatment) is used to react with residual hardness (calcium/magnesium) that might escape, forming a sludge that does not stick and is easily removed through blowdown.
The latest innovation in steel mill water treatment specialists involves the use of synthetic polymer dispersants. These polymers work by distorting the crystal structure of scale formers and keeping particles suspended in the boiler water, ensuring optimal heat transfer efficiency even at high cycles of concentration.
Most of the water used in heavy industry in Cilegon is not consumed, but rather used as a heat transfer medium. Cooling systems, whether Open Recirculating or Closed Loop, require precise Cooling Tower water treatment chemical management to prevent the trinity of problems: Corrosion, Scaling, and Biofouling.
The main goal of cooling tower management is to save water by increasing Cycles of Concentration (COC). The higher the COC, the less makeup water is needed and the less water is discharged (blowdown). However, an increase in COC means the concentration of scale-forming minerals also increases.
This is where phosphonate or acrylate polymer-based scale inhibitor chemical formulations come into play. They allow the circulating water to hold calcium hardness levels much higher than their natural solubility limits without precipitation occurring (threshold inhibition effect). For the petrochemical industry which has fluctuating heat loads, maintaining COC stability is the key to saving millions of rupiah in operational costs per day.
The warm, wet, and sun-exposed environment of a cooling tower is a perfect incubator for algae, slime bacteria, and deadly pathogens such as Legionella pneumophila. The biofilm that forms on the surface of heat exchangers has a heat insulation property that is 4x stronger than calcium scale, drastically reducing cooling efficiency.
The biocide (bacteria-killing) program we implement uses a “Dual Biocide Strategy” approach:
Oxidizing Biocide: Such as Chlorine or Bromine for continuous mass killing of bacteria.
Non-Oxidizing Biocide: Such as Isothiazolinone or Glutaraldehyde injected as a shock dose (periodically) to kill resistant bacteria and penetrate the biofilm layer.
Piping infrastructure in Cilegon faces a double attack: from within (process water quality) and from the outside (corrosive marine atmosphere). The Anti-corrosion and anti-scaling strategy for industrial pipes must be comprehensive to protect massive Capex investments.
In water chemistry engineering, we use the Langelier Saturation Index (LSI) and Ryznar Stability Index (RSI) to predict water tendencies: whether it will form scale or dissolve metal (corrosive).
Positive LSI: Water tends to form scale.
Negative LSI: Water is aggressive and corrosive.
Our engineers’ task is to formulate chemical dosing to maintain the LSI within a slightly positive range (+0.2 to +0.5). This condition allows the formation of a thin protective scale layer (egg-shell coating) that prevents direct contact of water with pipe metals, but is not thick enough to impede flow or heat transfer. This is an art of balance that requires routine monitoring.
Heavy industry piping systems often consist of various types of metals (carbon steel, copper, stainless steel). Each requires specific inhibitors:
Azoles (Tolyltriazole/Benzotriazole): Absolutely necessary to protect copper and brass components (often found in condensers and heat exchangers) from corrosion and dezincification.
Molybdate/Nitrite: Often used in Closed Loop (Chiller) systems to form a strong anodic passivation layer on carbon steel.
As a steel mill water treatment specialist in Cilegon, we understand that the failure of a single cooling pipe in a Blast Furnace can mean a total production halt. Therefore, corrosion protection is not just an optional add-on, but your plant’s operational insurance policy.
Managing water in an industrial environment as complex as Cilegon demands more than just purchasing commodity chemicals. It demands a strategic partnership with a contractor who understands system integration—from the seawater molecules entering the SWRO, to the supercritical steam turning the turbine, and finally being cooled back down in the cooling tower.
PT Mizui Osmosa Teknovisa positions itself as a Technical Partner for industries in Banten. With a deep understanding of Cilegon water treatment contractors, we offer end-to-end solutions: system design, fabrication, installation, to Operations & Maintenance (O&M) contracts. We do not just sell chemicals or membranes; we sell reliability and energy efficiency.
Challenges of corrosion, scaling, and water purity will always exist, but with the right technology and precise chemical management, your assets can operate at their peak performance.
The Next Step For You Has your plant’s current water treatment system reached optimal energy efficiency or is it still struggling with recurring scaling issues?
Contact the engineering team at PT Mizui Osmosa Teknovisa today to schedule a comprehensive technical audit of your water utility system (Free for Cilegon & Anyer areas). Let’s optimize your industrial assets together.

Butuh bantuan? Tim kami siap membantu.

