
As a plant manager or chief engineer, you understand that a steam boiler is not just a pressure vessel; it is the heart of your entire plant’s production operations. Failure in this system does not just mean downtime, but massive potential safety disasters and financial losses. In my experience as a Senior Utility Engineer, I often find that boiler water softener installation services are frequently underestimated or seen merely as a formality “as long as there is a resin tank.”
In fact, thermodynamically, feed water quality is the most crucial variable that determines the lifecycle and thermal efficiency of your boiler. If you ignore precision in this pretreatment, you are planning your own system’s failure. PT Mizui Osmosa Teknovasi is here not just as a vendor, but as a technical partner ensuring Zero Tolerance towards water hardness to protect your company’s vital assets.
In steam boiler thermodynamics, the greatest enemy of efficiency is not poor fuel quality, but the heat transfer resistance that occurs on the waterside. This resistance is caused by what we call limescale or scale.
Raw water that looks clear to the naked eye often contains a “time bomb” in the form of Calcium (Ca2+) and Magnesium (Mg2+) ions. The concentration of these ions is defined as total hardness. Without intervention from a precise water softener system, the entry of hard water into a boiler operating at high pressure and temperature is a recipe for operational disaster.
The scale formation process inside a boiler is an inevitable chemical phenomenon if the feed water contains hardness. When water is heated inside the boiler, the solubility of certain mineral salts—specifically Calcium Carbonate (CaCO3) and Magnesium Hydroxide (Mg(OH)2)—actually decreases as the temperature rises (inverse solubility).
This means that minerals dissolved in cold water will solidify and crystallize precisely on the hottest surfaces: the walls of the fire tube or water tube. This crystal layer grows slowly, micron by micron, forming an insulating layer as hard as rock.
As an experienced boiler water treatment contractor, we often see a fatal misconception in the field: operators think that blowdown alone is enough to remove these minerals. In fact, blowdown is only effective at reducing Total Dissolved Solids (TDS) and soft sludge, but it is powerless against the hard scale that has chemically bonded to the metal pipe walls. Without the initial removal of hardness ions through an ion exchange process (softener), scale will continue to form.

The most terrifying impact of scale is not just blockage, but a drastic change in the metal’s heat transfer profile. Boiler steel is designed to transfer heat from the fire to the water very quickly so that the pipe metal temperature remains relatively close to the water temperature (around 150°C – 250°C depending on pressure).
Scale acts as a very strong thermal insulator. The thermal conductivity of limescale is only about 1-2 W/m·K, which is far lower compared to steel that reaches 50 W/m·K. When scale forms, heat from the combustion chamber is trapped in the metal walls and cannot be absorbed by the water. As a result, the metal wall temperature will spike drastically (overheating).
Technically, this causes metal fatigue and creep failure phenomena. Metal continuously exposed to temperatures above its design limits will lose its tensile strength. In the worst-case scenario, steam pressure inside the pipe will tear the weakened pipe wall, causing a tube rupture.
Therefore, steam boiler anti-scale system installation through a softener unit is not an optional extra, but an absolute occupational health and safety (OHS) requirement to prevent explosions that can claim lives and destroy plant assets.
As an energy efficiency consultant, I always emphasize to company management that investing in a high-quality water softener system has a very fast ROI (Return on Investment). Why? Because fuel costs (coal, gas, diesel, or palm shells) are the largest operational expense component (OPEX) in a utility system.
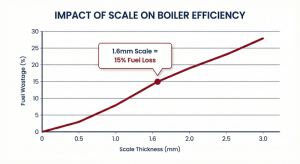
Data never lies. Engineering research shows a terrifying linear correlation between scale thickness and fuel inefficiency. Let’s look at the data:
A scale layer as thin as 0.8 mm (1/32 inch) can cause fuel waste of up to 7%.
A scale layer 1.6 mm (1/16 inch) thick increases waste by up to 15%.
A scale layer 3.2 mm (1/8 inch) thick wastes fuel by up to 25%.
Imagine if your plant spends Rp 1 Billion per month on boiler fuel. With a scale as thin as 1.6 mm, you are burning money worth Rp 150 million per month or Rp 1.8 Billion per year just to heat the scale, not the water.
The cost of professional boiler water softener installation services is far smaller compared to the billions of rupiah lost through your smokestack due to this thermal inefficiency.
Clients often ask, “Sir, we have already injected a scale inhibitor, do we still need a softener?” The answer is firm: YES.
The use of internal treatment chemicals like phosphates or polymers has a threshold limit. These chemicals are designed to handle trace hardness that might slip through, not to handle the full hardness load of raw water.
If you force chemicals to bind high hardness without a softener (e.g., 100-200 ppm hardness), you will face two new problems:
Swelling Chemical Costs: You will need massive doses of chemicals, which operationally is far more expensive than the cost of softener regeneration salt.
Excess Sludge: Chemical reactions with high hardness will produce large amounts of suspended solids (sludge) inside the boiler, which if not perfectly blown down will settle and remain as secondary scale.
Boiler water softener installation is the first line of defense (external treatment). Chemicals are merely the final goalkeeper. Do not reverse the logic.
At PT Mizui Osmosa Teknovasi, we don’t just sell tanks. We sell technical certainty. Our approach to installing softener systems is based on precise hydraulic calculations and ion exchange capacities.
Many amateur contractors make a fatal mistake: undersizing. They only look at pipe diameters without calculating the grain load.
Our process begins with a comprehensive raw water analysis in the laboratory. We calculate:
Total Hardness Load: (Water Flow Rate m³/hour x Operating Hours x Hardness Level).
Exchange Capacity: Determining the volume of Strong Acid Cation resin needed so it does not saturate before the desired regeneration time.
Linear Velocity: Ensuring the correct water flow velocity so the contact time between water and resin is sufficient for perfect ion exchange to occur. If the flow is too fast, water will pass through without having time to soften (channeling).
We ensure the softener capacity calculation for your boiler has a safety factor of at least 20% to anticipate raw water quality fluctuations during the dry or rainy seasons.
For industries operating 24 hours non-stop, we highly recommend automatic water softener settings with the right configuration. A single tank softener is a huge mistake for a 24-hour boiler, because during regeneration, the system must shut down or bypass hard water.
We offer Twin Alternating or Duplex System solutions:
Twin Alternating: One tank operates (service), one tank is on standby or regenerating. When tank 1 is saturated, the automatic valve shifts the flow to tank 2. The soft water supply is never interrupted for a second.
Parallel Flow (High Demand): For large capacity boilers, both tanks can operate simultaneously during peak loads, and alternate during low loads.
We tailor the selection of control valves (e.g., Clack, Fleck, or Autotrol brands) to your flow rate needs and your team’s maintenance convenience.
What is the hardness standard allowed to enter a boiler? According to international standards like ASME (American Society of Mechanical Engineers) and ABMA (American Boiler Manufacturers Association), the answer is very strict.
For modern firetube boilers, the hardness tolerance is often close to 0 ppm (Trace Hardness). “Slightly soft” water (e.g., 5-10 ppm) is still considered dangerous in the long run.
Our services include rigorous commissioning procedures. After the physical installation is complete, our engineering team does not just go home. We conduct a trial run to ensure the regeneration cycle (Backwash, Brine Draw, Slow Rinse, Fast Rinse) runs perfectly.
We use the precise EDTA titration method (not just inaccurate TDS meter dipsticks to measure hardness) to verify that the water output truly achieves < 1 ppm Total Hardness. This is the quality standard that sets Mizui Osmosa apart.
Here is a reference for boiler feed water standards based on operating pressure (Source: ASME Guidelines):
| Boiler Drum Pressure (psig) | Iron (Fe) | Copper (Cu) | Total Hardness (ppm CaCO3) |
| 0 – 300 | < 0.1 ppm | < 0.05 ppm | 0.3 ppm |
| 301 – 450 | < 0.05 ppm | < 0.025 ppm | 0.3 ppm |
| 451 – 600 | < 0.03 ppm | < 0.02 ppm | 0.2 ppm |
| 601 – 900 | < 0.025 ppm | < 0.02 ppm | 0.2 ppm |
Table 1: Boiler feed water contaminant tolerance limits according to ASME standards. Note that hardness is almost close to zero.
The best technology will fail in the hands of untrained operators. An integral part of our service is knowledge transfer. We train your boiler operators on:
Daily Monitoring: How to use the Hardness Test Kit every shift.
Salt Management: When to fill the brine tank and the type of pure industrial salt (NaCl >99%) to use so the resin is not contaminated by dirt.
Troubleshooting: Recognizing early signs of valve failure or resin saturation.
The importance of soft water for boilers is not just theory on paper, but a daily disciplinary practice that must be understood by your field team.
Ignoring boiler water quality is the same as gambling with company assets. The risk of pipe explosions, swelling fuel costs, and unexpected production downtime are prices too high to pay.
PT Mizui Osmosa Teknovasi offers boiler water softener installation services with an engineering-first approach. We guarantee the systems we design are capable of consistently producing high-quality feed water, protecting your boiler investment, and tangibly reducing plant operational costs.
Do not wait until your boiler pipes clog or explode. Contact our engineering team today for a Free Consultation & Water Quality Audit. We will take a sample of your raw water, analyze it, and provide the most efficient softener system technical proposal for your plant’s specific needs.
Contact PT Mizui Osmosa Teknovasi Now – Click Here

Butuh bantuan? Tim kami siap membantu.

