
As a practitioner who has spent a decade and a half grappling with the complexities of industrial effluent, I understand that an effective textile wastewater treatment plant is more than just a collection of tanks and pumps. For dyeing factory owners, HSE managers, and utility managers, the WWTP (Wastewater Treatment Plant) is the heart of regulatory compliance and operational sustainability. The textile and garment industry is notorious for its “stubborn” waste characteristics: extreme flow fluctuations, high temperatures, varying pH, and most challengingly—concentrated synthetic dye content and extremely high Chemical Oxygen Demand (COD) values.
Failure to manage these parameters risks not only administrative sanctions but also the threat of operational closure. This article will technically dissect how to design and build a wastewater treatment system for the textile industry that not only meets standards but is also efficient in terms of operational expenditure (OPEX), focusing on decolorization technology and complete organic pollutant degradation applied by PT Mizui Osmosa Teknovisa.
Effluent from processes such as sizing, desizing, scouring, bleaching, mercerizing, through to dyeing and finishing, produces a complex cocktail of pollutants. Understanding the characteristics of the “enemy” is the first step in designing the right treatment strategy.
Two parameters that most frequently cause failure at the textile factory WWTP outlet are COD and color.
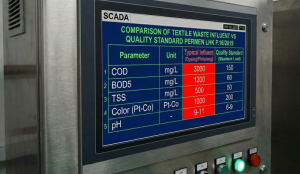
High and Refractory Chemical Oxygen Demand (COD): Textile waste often has COD values ranging from 1,500 mg/L to over 5,000 mg/L, depending on the production process. The biggest challenge is not the biodegradable COD, but the refractory or recalcitrant COD. Substances such as polyvinyl alcohol (PVA) from the starching process, non-ionic surfactants, and complex aromatic ring structures from dyes are very difficult for conventional bacteria to break down in standard biological processes.
Persistent Color: Color in textile waste comes from residual dyes that are not fixed onto the fabric fibers during the dyeing process. The fixation efficiency of reactive dyes, for example, is only about 60-80%, meaning 20-40% of the dye is discharged into the waste stream. Modern dyes, especially the azo dyes that dominate the industry, are designed to be stable against light and chemicals. This stability is achieved through strong covalent bonds and complex chromophore (color-bearing) structures (such as the azo group -N=N-). The presence of this color is not just an aesthetic issue; it blocks sunlight penetration into receiving water bodies, disrupts the photosynthesis of aquatic organisms, and many dyes or their derivatives (such as aromatic amines) are toxic and carcinogenic.
Regulatory pressure in Indonesia is becoming increasingly stringent. The current primary reference is the Regulation of the Minister of Environment and Forestry of the Republic of Indonesia Number P.16/MENLHK/SETJEN/KUM.1/8/2019 regarding Wastewater Quality Standards for Textile Industry Businesses and/or Activities.
This regulation sets much stricter limits than previous regulations, especially for parameters such as COD, BOD, TSS, Total Phenol, Total Chrome (Cr), Total Ammonia (NH3-N), Sulfide (S2-), Oil & Grease, and pH. Additionally, for export-oriented factories, there are additional demands to meet international guidelines such as ZDHC (Zero Discharge of Hazardous Chemicals), which prohibits the use of certain hazardous chemicals in the production process.
The consequences of non-compliance are fatal: ranging from written warnings, government coercion, and suspension of environmental permits to the revocation of business licenses. Therefore, investing in reliable fabric dyeing waste treatment is an investment in the continuity of the business itself.
Given the complexity of the pollutants, no single method is capable of treating textile waste completely. PT Mizui Osmosa Teknovisa applies a “treatment train” approach (a series of treatments) that integrates physical, chemical, and biological processes synergistically to provide comprehensive batik/garment waste solutions.
This stage is the first line of defense, specifically to reduce TSS (Total Suspended Solids) and most of the color in the form of colloids or suspensions.
Mechanism of Colloidal Destabilization: Dye particles and suspended solids in wastewater are generally negatively charged. These similar charges cause repulsive forces (electrostatic forces) that prevent particles from combining and settling, keeping them stable in suspension. The coagulation process aims to destabilize these particles by adding positively charged (cationic) coagulants.
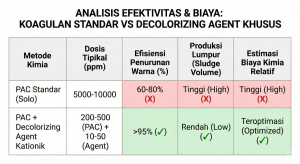
Selecting the Right Chemicals: This is where experience plays a crucial role. Using standard inorganic coagulants like Polyaluminium Chloride (PAC) or Ferric Chloride (FeCl3) is often not effective enough to remove intense color from highly water-soluble reactive dyes. Very high doses of PAC might be required, resulting in massive chemical sludge production and increased OPEX. To overcome this, we often apply specialized Wastewater decolorizing chemicals (Decolorizing Agents). These are usually organic cationic polymers with very high charge density (such as dicyandiamide-formaldehyde resins). These decolorizing agents specifically target the anionic functional groups on the dye molecules, forming insoluble complexes that are much easier to precipitate.
The process then continues to flocculation, where long-chain polymers (flocculants), usually Anionic Polyacrylamide, are added to bridge the micro-flocs formed during coagulation into large, heavy macro-flocs, so they settle quickly in the primary sedimentation tank.
For waste with highly refractory dye content or if quality standards demand almost colorless effluent, conventional textile waste coagulation-flocculation processes may not suffice. This is where Advanced Oxidation Processes (AOPs) become the ultimate solution.
AOP works based on the formation of highly reactive hydroxyl radicals (OH•). These free radicals are the second strongest oxidants after fluorine and are capable of oxidizing almost all organic compounds into CO2, water, and inorganic salts (mineralization).
Fenton and Ozonation Application: One of the most common and cost-effective AOP methods in the textile industry is the Fenton Reagent. This process involves a reaction between iron ions (Fe2+) as a catalyst and Hydrogen Peroxide (H2O2) under acidic pH conditions (pH 3-4) to produce hydroxyl radicals. These radicals rapidly attack and break the chromophore bonds in dye molecules (such as the azo -N=N- bond), permanently removing color while simultaneously breaking down long-chain organic molecules into smaller, more biodegradable ones (increasing the BOD/COD ratio).
An alternative is the use of Ozone (O3), which is also a strong oxidant and effective for decolorization. However, ozonation often requires higher capital expenditure (CAPEX) and energy compared to the Fenton method.
After the color load and part of the COD are reduced in the physico-chemical stage, the heart of dissolved organic matter removal lies in biological treatment.
Anaerobic Biology (Optional but Recommended for High COD): If the influent COD is very high (>3000 mg/L), anaerobic treatment as a biological pre-treatment is very advantageous. In the absence of oxygen, a consortium of anaerobic bacteria (acidogenic, acetogenic, and methanogenic) works to break down complex organic compounds. The main advantage of anaerobic treatment is significantly less sludge production compared to aerobic processes and low energy consumption because it does not require aeration. Technologies like UASB (Upflow Anaerobic Sludge Blanket) are very effective at this stage.
Aerobic Biology (Activated Sludge): This is the final polishing stage to ensure BOD and residual COD meet quality standards. In the aeration tank, we ensure a sufficient supply of Dissolved Oxygen (DO)—usually 2-4 mg/L—using high-efficiency roots blowers and diffusers.
The key to success here is biomass management (MLSS – Mixed Liquor Suspended Solids) and the F/M ratio (Food to Microorganism). We often perform bio-augmentation by adding specific bacterial cultures that have adapted to degrade residual textile dyes and surfactants, such as certain strains of Pseudomonas sp. or Bacillus sp. This process ensures that the final effluent is truly clear and safe to discharge into water bodies.
One aspect often overlooked but crucial in textile WWTP operations is sludge handling. Physico-chemical processes, especially those using high doses of coagulants to remove color, produce a very large volume of sludge.
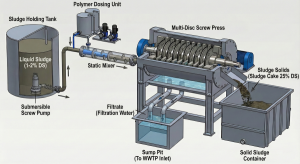
The sludge produced from sedimentation tanks (both primary chemical and secondary biological) still has a very high water content, often above 98%. Sending this liquid sludge directly to a third-party hazardous waste processor would incur astronomical costs because you are essentially paying to dispose of water.
Therefore, a sludge dewatering system is a mandatory unit. The goal is to mechanically separate water from the sludge solids to produce a “sludge cake” with a higher dry solids content (usually 20-40%).
For textile sludge characteristics, which tend to be sticky and difficult to dry (especially biological sludge and metal hydroxide chemical sludge), the choice of dewatering technology is vital:
Filter Press (Plate and Frame): Capable of producing the driest sludge cake, but its operation is batch-based (non-continuous) and requires more labor for plate cleaning.
Screw Press / Multi-Disc Screw Press: Increasingly popular due to continuous operation, low energy consumption, and minimal wash water requirements. This technology is highly suitable for abrasive or fibrous sludge from the textile industry.
It is important to remember that based on regulations in Indonesia, sludge from textile industry WWTPs is often categorized as Hazardous and Toxic Waste (Limbah B3), especially if it contains heavy metals (from metal-complex dyes or catalysts) or other hazardous chemical residues.
As a producer of hazardous waste, the factory is obliged to conduct temporary storage in a licensed B3 Waste TPS (Temporary Storage), record a waste balance, and ensure that transportation and final disposal are carried out by a third party officially licensed by the KLHK (Ministry of Environment and Forestry) accompanied by an electronic manifest (Festronik). Poor sludge management not only impacts costs but is also a serious legal loophole.
15 years of experience have taught us that there is no “one size fits all” solution in wastewater treatment for the textile industry. The waste characteristics of a 100% cotton dyeing factory will differ drastically from a polyester dyeing factory or a batik printing factory.
PT Mizui Osmosa Teknovisa begins every project with a data-driven approach. We don’t just submit a quote; we perform:
Detailed Sampling & Characterization: Analyzing your effluent pollutant profile in an accredited laboratory.
Jar Test & Pilot Trial: Conducting lab-scale simulations to determine the most technically and economically optimal type and dose of chemicals (decolorizing agents, coagulants, flocculants) before the full-scale design is created.
Scalable Engineering Design: Designing a system that not only meets current capacity but also considers your future production expansion plans. We serve from batik SME scales to large-scale integrated garment industries.
We don’t just sell equipment; we sell performance and peace of mind. Every textile wastewater treatment plant installation we build comes with a commitment:
Process Warranty: We guarantee that the treated water quality meets Permen LHK No. 16 of 2019 or other agreed-upon specific standards (e.g., ZDHC).
Commissioning & Training: Our team of experts will assist with the biological start-up process (bacterial seeding) until stable and train your operators to be able to operate the WWTP independently and efficiently.
After-Sales Service: Continuous technical support to ensure your WWTP operates at peak performance throughout its lifespan.
Don’t let colored waste issues and high COD hinder the growth of your textile business. Partner with experts who understand the technical intricacies and real challenges in the field. Contact PT Mizui Osmosa Teknovisa today for a consultation and initial assessment of your WWTP needs.
Regulations & Standards References:

Butuh bantuan? Tim kami siap membantu.

