
As a Plant Manager or Engineer responsible for plant utilities, you understand that a boiler is not just a large kettle filled with hot water. A boiler is a high-pressure heart that stores a tremendous amount of potential energy. However, without precise water management, this heart can turn into a deadly threat. The use of appropriate boiler water treatment chemicals is not just an optional add-on, but an absolute necessity to prevent catastrophic failures that can halt production or, in the worst-case scenario, cause an explosion.
At PT Mizui Osmosa Teknovasi, we do not view raw water (feed water) as an inert liquid, but as an aggressive electrolyte ready to devour your metal pipes if left unmitigated. This technical article will thoroughly dissect why a chemical approach is your only line of defense against corrosion and scaling, and how our solutions guarantee the safety of your multi-billion rupiah assets.
Many novice operators assume that using visually clear water is sufficient for boiler feed. This is a fatal misconception. Chemically, water is a “hungry” universal solvent. When water is heated to the vapor phase at high pressure, its aggressive nature increases exponentially. Without proper chemical protection, the fatal risk is silent and rapid material degradation.
Untreated water carries dissolved contaminants—primarily oxygen, silica, calcium, and magnesium. Inside the boiler, these contaminants don’t just settle; they react. Their reaction mechanisms work by attacking metal grain boundaries or forming insulating layers that trigger overheating. Let’s dissect its two main enemies.
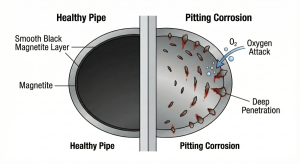
The dangers of dissolved oxygen in boilers are often underestimated because they are invisible to the naked eye. However, to us utility chemists, Oxygen (O2) in hot water is a heavyweight corrosive agent. Oxygen does not cause uniform rusting that slowly thins the pipe; instead, it launches a focused attack called Pitting Corrosion.
Pitting works like a microscopic drill. Oxygen reacts with iron (Fe) at specific points, forming local galvanic cells that vertically bore holes into the metal pipe. The result is a needle-sized hole that penetrates the pipe’s thickness in just a short time. Often, leaks occur without massive external visual warnings, causing sudden shutdowns. According to global corrosion standards released by NACE International (now AMPP), dissolved oxygen control is the first critical parameter in steam system integrity.
Therefore, the use of boiler rust prevention chemicals containing Oxygen Scavengers is a non-negotiable first line of defense.
Besides corrosion, the other main enemy is scale. Calcium (Ca2+) and Magnesium (Mg2+) ions that escape the softener process will crystallize on the heating pipe surfaces as the water temperature rises. These crystals form a hard limestone layer that is difficult to clean.
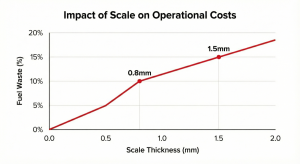
The main problem is not just flow blockage, but thermal insulation. Scale has very poor thermal conductivity (roughly 1/50th of steel’s conductivity). As a result, heat from the burner flame is not perfectly absorbed by the water, but is trapped in the pipe’s metal walls. This triggers localized overheating, where the pipe metal softens, blisters, and eventually ruptures because it cannot withstand the boiler’s internal pressure.
Thermodynamic data shows that a scale layer as thin as 0.8 mm can increase fuel consumption by 8-10%. Without the intervention of the right industrial boiler chemicals, you are literally burning company money through the smokestack due to heat transfer inefficiency.
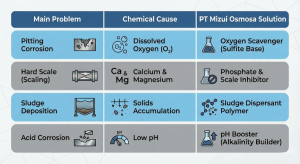
Preventing the damage above requires a holistic approach. PT Mizui Osmosa Teknovasi does not recommend using a “cure-all drug” (one chemical for all problems) because each water parameter requires specific handling. Here are the three main pillars in our formulations:
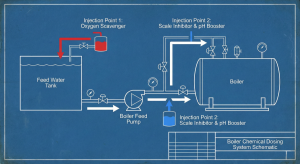
The primary function of boiler sulfite chemicals (usually based on Sodium Sulfite, Na2SO3) is as a “sacrifice.” This chemical has a much higher affinity for oxygen compared to the iron in boiler pipes. When injected into the Feed Water Tank, the chemical reaction that occurs is:
In this reaction, Sulfite (SO3) binds with Oxygen (O2) and turns into Sodium Sulfate (SO4), which is water-soluble, neutral, and harmless. This process must occur before the water enters the boiler drum.
For high-pressure boilers where sulfite use can break down into acidic gases, we provide alternatives based on Hydrazine or Carbohydrazide, which form a strong magnetite (Fe3O4) passivation layer on the metal surface.
Even if you have a Softener unit, hardness leakage can still occur. This is where boiler phosphate treatment comes in. Phosphate-based chemicals work by reacting with Calcium ions to form Tricalcium Phosphate or Hydroxyapatite.
The key to this technology is ensuring that the precipitate formed is not a hard scale that sticks to the pipe walls, but a soft sludge that floats in the water. This reaction conditions the water hardness so it does not form stubborn calcium carbonate crystals.
After the phosphate turns the scale into soft sludge, the next task is to ensure the sludge does not settle at the bottom of the drum or in the boiler’s dead zones. This is where synthetic polymer-based Sludge Dispersants go to work.
These polymers work through crystal distortion and dispersion mechanisms. They wrap around microscopic sludge particles, imparting a mutually repulsive charge between particles so they remain suspended (floating) in the boiler water. Thus, this sludge can easily be discharged from the system through periodic blowdown processes, keeping the boiler’s interior sparkling clean.
Having the best chemicals is only half the solution. The other half is precise dosage management. In line with the ASME Boiler & Pressure Vessel Code standards, boiler water parameters must be maintained within very specific and strict ranges.
Iron, the main material of boilers, will naturally corrode in both acidic and neutral environments. Iron is only “comfortable” and protected (passive) in an alkaline environment. The standard boiler water pH for industries generally must be maintained in the range of 10.5 to 11.5.
At this pH level, the iron surface will form a black Magnetite (Fe3O4) layer that is extremely thin yet very hard. This layer acts as the metal’s natural shield against water. If the pH drops below 10 (too acidic), the magnetite layer will dissolve and corrosion will occur. Conversely, if the pH is too high (above 12), Caustic Embrittlement or metal embrittlement can occur. Therefore, the use of a pH Booster or Alkalinity Builder must be strictly controlled.
One of the biggest mistakes in a boiler chemical maintenance program is the “just pour it in” mentality.
Underdosing: Results in sub-optimal protection, corrosion continues, and scale still forms.
Overdosing: Results in wasted costs, and more dangerously, increases Total Dissolved Solids (TDS) which triggers foaming and carryover.
Carryover is a condition where dirty boiler water is carried up along with the steam to the turbine or production machines. This can damage turbine blades or contaminate your final product (e.g., in the food industry).
Boiler safety cannot be compromised. At PT Mizui Osmosa Teknovasi, we combine chemical engineering expertise with a deep understanding of plant operations to provide comprehensive solutions.
We provide a range of products specifically formulated for water conditions in Indonesia:
Mizui-OXGUARD: Fast-acting Oxygen Scavenger for instant protection against pitting.
Mizui-SCALEFREE: A combination of Phosphate and Polymer Dispersant for total scale prevention.
Mizui-ALKABUILD: Alkalinity adjuster to maintain the stability of the magnetite layer.
Mizui-ALLINONE: A multi-purpose solution for small to medium capacity boilers, combining all three functions above in one practical drum.
We don’t just sell chemicals; we sell guaranteed performance. Our services include:
Periodic Water Analysis: Our technicians will take your boiler water samples, analyze them in our laboratory, and provide a deviation report along with corrective action recommendations.
Dosing Supervision: Ensuring your dosing pump works according to the setting rate calculated based on the blowdown rate and raw water quality.
Boiler Pipe Chemical Cleaning: If your boiler is already scaled, we have a team of experts to perform chemical cleaning (descaling) using a safe and inhibited acid wash procedure, restoring your boiler’s efficiency close to brand-new condition.
Don’t wait until a pipe explodes or a safety valve fails to work. The cost of prevention with chemicals is far cheaper than the cost of pipe replacement, production downtime, or the risk of workplace accidents.
Entrust your boiler water treatment chemicals to experts who understand the science behind safety. Contact the PT Mizui Osmosa Teknovasi technical team today for a free consultation and audit of your boiler water system.
Contact Us for a Free Boiler Audit
Reference Standards: ASME Boiler & Pressure Vessel Code Section VII (Recommended Guidelines for the Care of Power Boilers) and AMPP (Association for Materials Protection and Performance).

Butuh bantuan? Tim kami siap membantu.

