
If you landed on this page looking for a reliable place to buy RO antiscalant, you are in the right place. However, before we talk about products, we need to straighten out the technical understanding of what actually happens inside your Reverse Osmosis system’s pressure vessel. Buying chemicals without understanding the process is just a waste; buying solutions based on data is an investment.
As a Senior Chemical Engineer who has spent over a decade in the field, I often find the same pattern across various plants: RO Operators exhausted from having to perform Cleaning-in-Place (CIP) every two weeks, and Utility Managers shocked to see their membrane replacement budgets ballooning at the end of the year.
PT Mizui Osmosa Teknovasi is here not just as a vendor, but as a technical partner ensuring your water treatment system’s performance remains optimal.
In daily operations, the Reverse Osmosis system is the heart of industrial clean water supply, whether for boiler feedwater, pharmaceutical process water, or bottled drinking water. However, this heart often experiences “clogged arteries,” which we know as scaling.
Technically, the RO membrane works by separating pure water molecules from dissolved contaminants. When pure water is drawn out (as permeate), the mineral concentration on the dirty water side (concentrate/brine) will increase drastically. This is the critical moment.
The scaling phenomenon occurs when the concentration of dissolved salts exceeds its solubility limit (Solubility Product Constant or Ksp). Imagine dissolving sugar into a cup of coffee. Initially, the sugar dissolves easily. However, if you keep adding sugar, there will be a point where it can no longer dissolve and begins to settle at the bottom of the cup.
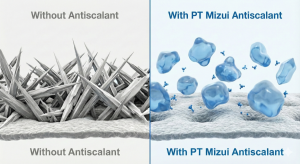
In an RO system, that “cup” is the extremely thin polyamide membrane surface. Due to this accumulation (supersaturation), mineral salts begin to crystallize right on the membrane surface. These crystals are sharp, hard, and continue to grow.
For operators, this is a nightmare. The indicators are always the same:
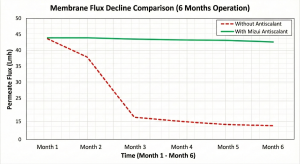
Permeate Flow Drop: Water production decreases because pores are blocked.
Pressure Drop (Delta P) Rise: The pump has to work harder to push water through the clogged membrane, wasting electrical energy.
Conductivity Passage: Water quality degrades because the scale disrupts the membrane’s selectivity.
In our experience as a leading RO membrane antiscalant supplier in Indonesia, there are two types of scale that most often “kill” membranes:
Calcium Carbonate (CaCO3): This is the most common type of scale, often referred to as limescale. Its formation is highly influenced by pH and temperature. If your raw water’s Langelier Saturation Index (LSI) is positive, the formation of this scale is almost certain without chemical intervention. This scale is hard, white, and if left unchecked, will completely block the water path.
Silica (SiO2): This is a much more malicious enemy. Unlike carbonates that can be cleaned with acid, silica scale forms through a polymerization process that is incredibly difficult to remove. If your raw water has a silica content >20 ppm and a high RO recovery rate, the risk of silica scaling is very real. Many operators look for a specific membrane clogging prevention chemical for silica because once a membrane is severely affected by silica, the solution is often replacing the unit with a new one.
Therefore, using an antiscalant is no longer an option, but an operational necessity. Without this protection, you might need to perform chemical cleaning every week, which will shorten the membrane’s lifespan due to repeated exposure to harsh cleaning chemicals (caustics or strong acids).
Many laypeople think antiscalants work by “removing” minerals. That is completely wrong. The minerals are still there, but the antiscalant manipulates their behavior so they do not bind together. As a chemical engineer, I want to explain the two main mechanisms of how our products work, which distinguishes them from simply injecting acid.
The first mechanism is called the Threshold Effect. Microscopically, crystal formation starts from a nucleus (nucleation). The antiscalant molecules we sell have a unique ability to absorb onto the surface of these newly born microscopic crystal nuclei.
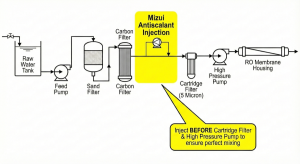
By attaching to the nucleus, the antiscalant prevents the addition of other salt molecules to the crystal structure. Imagine it like placing “guards” around the first brick of a wall so the second and third bricks cannot be laid. Remarkably, we only need substoichiometric doses (very small, in the order of ppm) to hold back salt concentrations that are thousands of times higher. This is why the RO antiscalant dosage must be calculated with precision—too little is ineffective, too much can trigger biofouling.
The second mechanism, and the most crucial for water with high hardness, is Crystal Distortion. If somehow the crystal continues to grow, the antiscalant will enter the crystal lattice structure and disrupt it.
Instead of forming hard, solid, and strongly adhering crystals (like coral), the antiscalant forces the minerals to form soft, amorphous, non-sticky clumps (like liquid mud). Because they are soft and non-adhering, these clumps will be easily swept out of the RO system along with the reject (concentrate) water flow.
This is the answer for those of you looking for RO membrane cleaning liquid—what you actually need most is prevention. Prevention through crystal distortion is far more effective than trying to dissolve hardened limestone inside the membrane.
Technical Note: For a deeper reference regarding polymer and phosphonate mechanisms in scale inhibition, you can refer to the FilmTec™ Reverse Osmosis Membranes Technical Manual from DuPont or technical literature from Suez Water Technologies. This deep understanding differentiates generic products from specially formulated products.
In the market, you might be confused seeing highly varied RO anti-scale chemical prices. Some are very cheap, some are premium. What’s the difference?
The biggest mistake operators make is buying an “all-in-one” antiscalant without knowing what enemy they are facing. Is your water high in silica? High in sulfates? Or high in iron?
At PT Mizui Osmosa Teknovasi, we don’t sell products blindly. Our standard procedures include:
Comprehensive Water Analysis Review: We look at specific ions (Ca, Mg, SiO2, Ba, Sr, SO4, HCO3).
Operational Condition Check: Recovery rate, pH, temperature, and membrane type.
For example, a standard phosphonate-based antiscalant might be effective for Calcium Carbonate, but could fail completely (or even make it worse) if your water contains Calcium Phosphate or high Silica.
If you are looking for a Flocon/Avista antiscalant alternative due to cost or availability issues, we have equivalent formulations based on tailored carboxylic acid polymers or phosphonates.
Generic Products: Suitable for municipal water or well water with low TDS (<500 ppm) and low silica content. Focused on handling basic carbonate scaling.
Premium Products (High Performance): Mandatory for brackish water, seawater, or wastewater recycle. These products are specifically designed to withstand up to 200+ ppm silica in the reject stream and are compatible with polyelectrolyte coagulants that might slip through pre-treatment.
Do not gamble membrane assets worth hundreds of millions of rupiah just to save ten thousand rupiah per kilogram on antiscalant.
We realize there are many RO membrane antiscalant suppliers in Indonesia. However, PT Mizui Osmosa Teknovasi puts engineering services ahead of product sales. Here is the added value we provide:
What is the correct RO antiscalant dosage? 2 ppm? 5 ppm? Guessing dosages is dangerous.
Dosage too low: Scale forms, membrane clogs.
Dosage too high: Wasted chemical costs and a risk of biofouling because organic antiscalants can become bacterial food if excessive.
We use the latest chemical projection simulation software (compatible with LewaPlus, WAVE, or Avista Advisor) to calculate precise dosages based on your water quality. We will provide an official technical report regarding the saturation limits of mineral salts in your system and what safety factor is applied.
One of the most frequently asked questions by clients is: “Is this chemical safe for my membrane?”
We guarantee our antiscalant products are compatible with all types of Polyamide Thin-Film Composite (TFC) membranes from major brands like Dow FilmTec (DuPont), Hydranautics, Toray, and Lanxess. Our products are formulated not to damage the active membrane layer and possess NSF/ANSI certification (for specific grades) ensuring safety for drinking water production.
Additionally, we also provide RO membrane cleaning liquids (Acid & Alkaline Cleaners) as a companion for periodic maintenance, but with the right antiscalant, the frequency of their use will drop drastically.
Let’s talk numbers. Often, management is reluctant to approve routine chemical purchases because they are seen as a cost center. Instead, let’s look at the economic calculation.
Assume an RO system with a capacity of 10 m3/hour.
Without Antiscalant: The membrane clogs every 3 months. CIP costs (chemicals + labor + downtime) are high. Membrane lifespan is only 1-2 years.
With Mizui Antiscalant: The membrane is stable. CIP is only needed once a year (preventive maintenance). Membrane lifespan can reach 3-5 years.
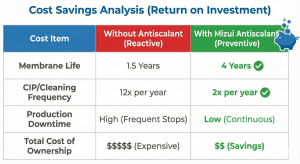
The price of one pail of antiscalant might seem like an extra expense. However, compare it to the price of one 8-inch membrane element, which can reach 7-10 million rupiah per unit. If your system has 12 membranes, replacement costs are already in the hundreds of millions.
Antiscalant is cheap “insurance” for those expensive assets. With the competitive RO anti-scale chemical price from PT Mizui Osmosa, you protect your CAPEX investment while keeping OPEX low and predictable.
Don’t let scaling destroy your plant’s efficiency. Do you need:
Consultation regarding recurring scaling problems?
A price quote for routine antiscalant procurement?
To find a more economical but equivalent alternative or Flocon/Avista antiscalant substitute?
PT Mizui Osmosa Teknovasi’s engineering team is ready to help you conduct a system audit and provide targeted chemical solutions.
Contact us today to get a FREE water analysis and dosage calculation.

Butuh bantuan? Tim kami siap membantu.

