
In factory operations, water is not just a supporting utility, it is the lifeblood that flows thermal energy and maintains the continuity of production processes. However, for Utility Managers in the textile, food and beverage (F&B), and heavy manufacturing sectors, water quality is often the most difficult variable to control. An industrial water softener system is a crucial first line of defense to ensure that the water entering your boiler or cooling tower does not carry the “disease” of high hardness minerals. Without this system, thermal efficiency will collapse, and operational expenses (OPEX) will spiral out of control.
As engineers, we understand that the laws of thermodynamics are non-negotiable. Heat transfer requires a clean surface. This article will dissect in-depth how water hardness destroys your machinery’s efficiency, the financial logic behind investing in a water softener, and the technical specifications of the solutions offered by PT Mizui Osmosa Teknovasi.
Often, water that appears visually clear deceives us. Dissolved within that clarity are mineral ions—primarily Calcium (Ca2+) and Magnesium (Mg2+), which we know as total hardness. In a domestic context, hard water might only cause soap not to lather. However, on an industrial scale with high temperatures and pressures, hard water is a saboteur that works silently.
When we talk about industrial water softener machines, we are actually talking about asset risk management. Groundwater in many industrial areas in Indonesia, such as Cikarang, Karawang, or Surabaya, often has hardness levels above 150-300 ppm (parts per million) as CaCO3. Feeding raw water with these parameters directly into a heating system is a recipe for mechanical disaster.
The phenomenon of scale formation, or scaling, is a direct consequence of the inverse solubility principle possessed by hardness salts. Unlike sugar or table salt, which become more soluble in hot water, Calcium Carbonate (CaCO3) and Magnesium Hydroxide (Mg(OH)2) actually become less soluble as the water temperature increases.
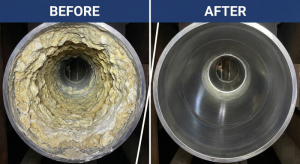
When water is heated in a boiler or heat exchanger, these ions precipitate out of the solution and crystallize, adhering to hot metal surfaces (fire tube walls). Initially, this layer is only paper-thin. However, over time, this layer hardens into a very strong, stone-like structure that is exceptionally difficult to clean chemically or mechanically.
It is at this point that factory limescale removal equipment becomes a vital instrument. Without initial ion removal, this crystallization process is inevitable. Microscopically, this scale has a rough structure, which then triggers further fouling by trapping mud particles or other silica, worsening the blockage in fluid flow.
Why is a paper-thin layer of scale so terrifying for energy efficiency? The answer lies in thermal conductivity (k). Carbon steel, a common boiler pipe material, has a thermal conductivity of about 50 W/m·K. Conversely, limescale (CaCO3) has a very low thermal conductivity, only about 0.8 W/m·K.
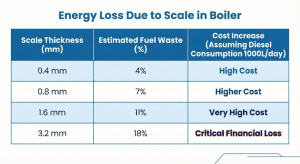
This means limescale acts as a thermal insulator. The heat from fuel combustion (Diesel, Gas, or Coal) cannot penetrate the water efficiently because it is blocked by the scale. As a result, boiler operators must burn more fuel to achieve the same steam temperature.
(Note: The following is an estimated energy loss table based on scale thickness, often referred to in industrial energy efficiency standards.)
Thermodynamically, the direct impact of this thermal insulation is overheating of the metal pipe material. Because the heat is not absorbed by the water, the temperature of the metal pipe wall will rise drastically beyond its metallurgical design limits. This phenomenon causes metal fatigue, pipe swelling (blistering), and in extreme cases, pipe ruptures leading to boiler explosions.
International organizations like the American Society of Mechanical Engineers (ASME), in its ASME Boiler and Pressure Vessel Code guidelines, strictly recommend that the boiler feed water hardness limit must be close to zero (0 ppm) for medium to high-pressure boilers. Ignoring this standard by not installing an industrial water softener plant is an unnecessary safety gamble.
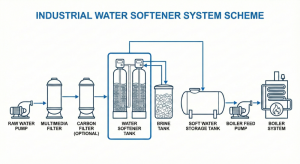
A water softener system is not a regular filter that strains physical dirt. It is an advanced chemical reactor that operates on the principle of Ion Exchange. Understanding this mechanism is important for you to know why this system requires salt for regeneration.
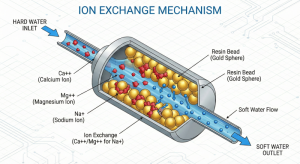
The heart of every softener unit is a medium called Cation Resin. This resin takes the form of small golden-yellow or brown beads, made from chemically activated polystyrene polymer.
Each resin bead is negatively charged, and initially, it “holds” weakly positively charged Sodium ions (Na+). When hard water rich in Calcium (Ca2+) and Magnesium (Mg2+) flows over this resin bed, an elegant exchange reaction occurs.
Because the resin has a stronger affinity (attraction) to Calcium and Magnesium than to Sodium, the resin will “catch” these scale-causing ions and release Sodium ions into the water.
The chemical reaction can be written as follows:
(Where R is the Resin, and the resulting water now contains Sodium Bicarbonate, which does not cause scaling).
The end result is soft water that is safe for machinery. This softener filter system works continuously until all active sites on the resin are saturated with Calcium and Magnesium ions.
After operating for some time, the resin will reach saturation. The resin no longer has Sodium ions to exchange. At this point, the regeneration process is required. Regeneration is the process of “washing” the resin with a concentrated salt solution (Brine) made from pure industrial salt (NaCl).
Why salt? By flooding the resin with a very high concentration of Sodium (Na+) solution, we force the resin to release the Calcium and Magnesium it has captured, and re-bind with Sodium. The released Calcium and Magnesium are then flushed down the drain.
The regeneration cycle in modern industrial water softener machines typically consists of 5 automatic stages:
Backwash: Flowing water from the bottom up to loosen the resin bed and flush out physical dirt.
Brine Draw: Drawing brine from the brine tank.
Slow Rinse: A slow ion exchange process for maximum regeneration.
Fast Rinse: Rinsing out residual salt so it does not enter the production line.
Brine Refill: Refilling water into the salt tank in preparation for the next cycle.
There is often confusion among plant management: “Do I need a Softener or RO?” Although both improve water quality, their functions and mechanisms are very different.
An industrial water softener system works by exchanging ions. It does not reduce the total amount of dissolved minerals or TDS (Total Dissolved Solids). If your raw water has a TDS of 500 ppm, the softener’s product water will also have a TDS in the same range, but its chemical composition changes from Calcium to Sodium.
Conversely, Reverse Osmosis (RO) uses a micron-sized semipermeable membrane to remove 95-99% of all minerals, including bacteria and viruses. RO drastically lowers TDS.
Case A: Low & Medium Pressure Boilers
If the primary goal is simply to prevent scaling, then a Water Softener is the most cost-effective solution. The initial investment (CAPEX) is lower, and the operational cost is only industrial salt. Softeners are highly ideal for standard boilers in garment or food factories.
Case B: High-Pressure Boilers or Pharmaceutical Industry
For high-pressure boilers (above 20-30 bar) or industries requiring ultra-pure water, high TDS (even if it’s Sodium) can cause other problems such as carryover or corrosion. In this case, you might need Industrial Reverse Osmosis or a combination of a Softener (as pre-treatment) followed by RO.
For further reference regarding water quality standards, you can refer to the standards set by the Water Quality Association (WQA) regarding Hardness Standards definitions.
At PT Mizui Osmosa Teknovasi, we don’t just sell products; we sell guaranteed efficiency. The industrial water softener systems we design are tailored specifically to handle the diverse water characteristics in Indonesia.
We provide pressure vessel options suited to your factory’s needs:
FRP (Fiber Reinforced Polymer) Tanks: Ideal for standard applications; anti-corrosive, lightweight, and durable. Uses high-quality composite materials resistant to pressure fluctuations.
Carbon Steel Tanks (Epoxy Coated): For massive water flow capacities (above 20-50 m³/hour), we manufacture steel tanks with a food-grade epoxy coating for maximum durability against heavy industrial pressure.
One of the causes of conventional softener filter system failure is human error—operators forgetting to perform manual regeneration. Our solution eliminates this risk.
We use leading Automatic Control Valves (such as PLC-based Clack, Fleck, or Runxin) that can be configured based on two modes:
Time-Based: Automatic regeneration at a specific time (e.g., 2 AM during low production).
Volume-Based: Automatic regeneration after a specific water volume is reached (e.g., every 50 m³). This method is more efficient as it saves salt during periods of low water usage.
Having factory limescale removal equipment is just the first step. Long-term success depends on disciplined maintenance protocols. PT Mizui Osmosa Teknovasi assists clients not only during installation but also in drafting Standard Operating Procedures (SOPs).
Crucial points in water softener maintenance include:
Salt Checks: Ensure the brine tank is never empty. The formation of “salt bridging” must be avoided.
Daily Hardness Inspections: Operators must use a Hardness Test Kit every shift to ensure the softener output is < 5 ppm (trace).
Resin Replacement: Resin has an effective lifespan (usually 3-5 years depending on raw water quality). A decrease in ion exchange capacity is a sign the resin needs to be replaced or rejuvenated.
Ignoring boiler water quality is akin to letting your company’s profits burn away through the smokestack and machine repair costs. An industrial water softener system is an investment with a rapid Return on Investment (ROI) through significant fuel savings.
Don’t let limescale eat away at your factory’s efficiency. Entrust your water treatment solutions to the experts.
Ready to improve your factory’s utility efficiency? Contact the engineering team at PT Mizui Osmosa Teknovasi today for a free consultation and raw water analysis. We are ready to design the most appropriate system for your specific industrial needs.

Butuh bantuan? Tim kami siap membantu.

