
Sebagai praktisi yang telah menghabiskan satu setengah dekade bergulat dengan kompleksitas efluen industri, saya memahami bahwa instalasi pengolahan air limbah tekstil yang efektif bukan sekadar kumpulan tangki dan pompa. Bagi pemilik pabrik pencelupan (dyeing), manajer HSE, maupun manajer utilitas, IPAL adalah jantung pertahanan kepatuhan regulasi dan keberlanjutan operasional. Industri tekstil dan garmen terkenal dengan karakteristik limbahnya yang “keras kepala”: fluktuasi debit yang ekstrem, suhu tinggi, pH yang bervariasi, dan yang paling menantang—kandungan zat warna sintetik yang pekat serta nilai Chemical Oxygen Demand (COD) yang sangat tinggi.
Kegagalan dalam mengelola parameter ini bukan hanya berisiko pada sanksi administratif, tetapi juga ancaman penutupan operasional. Artikel ini akan membedah secara teknis bagaimana merancang bangun sistem wastewater treatment for textile industry yang tidak hanya memenuhi standar, tetapi juga efisien secara biaya operasional (OPEX), dengan fokus pada teknologi penghilang warna (decolorization) dan degradasi polutan organik tuntas yang diterapkan oleh PT Mizui Osmosa Teknovisa.
Efluen dari proses sizing, desizing, scouring, bleaching, mercerizing, hingga dyeing dan finishing menghasilkan koktail polutan yang kompleks. Memahami karakteristik musuh adalah langkah pertama dalam merancang strategi pengolahan yang tepat.
Dua parameter yang paling sering menyebabkan kegagalan pada outlet IPAL pabrik tekstil adalah COD dan warna.
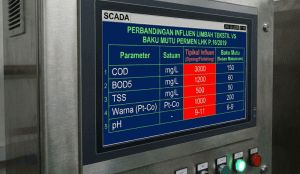
1. Chemical Oxygen Demand (COD) Tinggi dan Refraktori: Limbah tekstil sering kali memiliki nilai COD yang berkisar antara 1.500 mg/L hingga di atas 5.000 mg/L, tergantung pada proses produksi. Tantangan terbesarnya bukanlah pada COD yang mudah terurai secara biologi (biodegradable), melainkan pada COD refraktori atau recalcitrant. Zat-zat seperti polivinil alkohol (PVA) dari proses kanji, surfaktan non-ionik, dan struktur cincin aromatik kompleks dari zat warna sangat sulit dipecah oleh bakteri konvensional dalam proses biologi standar.
2. Warna (Color) yang Persisten: Warna pada limbah tekstil berasal dari sisa zat warna yang tidak terfiksasi pada serat kain selama proses pencelupan. Efisiensi fiksasi zat warna reaktif, misalnya, hanya sekitar 60-80%, artinya 20-40% zat warna terbuang ke saluran limbah. Zat warna modern, khususnya jenis azo dyes yang mendominasi industri, dirancang agar stabil terhadap cahaya dan bahan kimia. Stabilitas ini dicapai melalui ikatan kovalen yang kuat dan struktur kromofor (pembawa warna) yang kompleks (seperti gugus azo -N=N-).
Keberadaan warna ini tidak hanya masalah estetika; ia menghalangi penetrasi sinar matahari ke badan air penerima, mengganggu fotosintesis organisme akuatik, dan banyak zat warna atau produk turunannya (seperti amina aromatik) bersifat toksik dan karsinogenik.
Tekanan regulasi di Indonesia semakin ketat. Acuan utama saat ini adalah Peraturan Menteri Lingkungan Hidup dan Kehutanan Republik Indonesia Nomor P.16/MENLHK/SETJEN/KUM.1/8/2019 tentang Baku Mutu Air Limbah Bagi Usaha dan/atau Kegiatan Industri Tekstil.
Regulasi ini menetapkan batas yang jauh lebih ketat dibandingkan peraturan sebelumnya, terutama untuk parameter COD, BOD, TSS, Fenol Total, Krom Total (Cr), Amonia Total (NH3-N), Sulfida (S2-), Minyak & Lemak, serta pH. Selain itu, bagi pabrik yang berorientasi ekspor, terdapat tuntutan tambahan untuk memenuhi pedoman internasional seperti ZDHC (Zero Discharge of Hazardous Chemicals) yang melarang penggunaan bahan kimia berbahaya tertentu dalam proses produksi.
Konsekuensi dari ketidakpatuhan (non-compliance) sangat fatal: mulai dari teguran tertulis, paksaan pemerintah, pembekuan izin lingkungan, hingga pencabutan izin usaha. Oleh sebab itu, investasi pada pengolahan limbah pencelupan kain yang handal adalah investasi pada kelangsungan bisnis itu sendiri.
Mengingat kompleksitas polutan, tidak ada satu metode tunggal yang mampu mengolah limbah tekstil hingga tuntas. PT Mizui Osmosa Teknovisa menerapkan pendekatan treatment train (rangkaian pengolahan) yang mengintegrasikan proses fisika, kimia, dan biologi secara sinergis untuk memberikan solusi limbah batik/garmen yang komprehensif.
Tahap ini adalah garis pertahanan pertama, khususnya untuk mereduksi TSS (Total Suspended Solids) dan sebagian besar warna yang berbentuk koloid atau suspensi.
Mekanisme Destabilisasi Koloid: Partikel zat warna dan padatan tersuspensi dalam air limbah umumnya bermuatan negatif. Muatan sejenis ini menyebabkan gaya tolak-menolak (gaya elektrostatik) yang mencegah partikel bergabung dan mengendap, menjaga mereka tetap stabil dalam suspensi. Proses koagulasi bertujuan untuk mendestabilisasi partikel-partikel ini dengan menambahkan koagulan bermuatan positif (kationik).
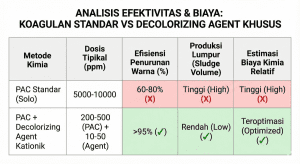
Pemilihan Bahan Kimia yang Tepat: Di sinilah pengalaman berperan krusial. Penggunaan koagulan anorganik standar seperti Polyaluminium Chloride (PAC) atau Ferric Chloride (FeCl3) seringkali tidak cukup efektif untuk menghilangkan warna pekat dari zat warna reaktif yang sangat larut air. Dosis PAC yang sangat tinggi mungkin diperlukan, yang berakibat pada produksi lumpur kimia dalam jumlah masif dan peningkatan biaya operasional.
Untuk mengatasi ini, kami sering mengaplikasikan Chemical penghilang warna air limbah (Decolorizing Agent) khusus. Ini biasanya adalah polimer kationik organik dengan densitas muatan yang sangat tinggi (seperti resin dicyandiamide-formaldehyde). Decolorizing agent ini bekerja secara spesifik menargetkan gugus fungsi anionik pada molekul zat warna, membentuk kompleks tak larut yang jauh lebih mudah diendapkan.
Proses berlanjut ke flokulasi, di mana polimer (flokulan) rantai panjang (biasanya Poliakrilamida Anionik) ditambahkan untuk menjembatani mikro-flok yang terbentuk saat koagulasi menjadi makro-flok yang besar dan berat, sehingga cepat mengendap di tangki sedimentasi primer.
Untuk limbah dengan kandungan zat warna yang sangat refraktori atau jika baku mutu menuntut efluen yang nyaris tanpa warna, proses koagulasi flokulasi limbah tekstil konvensional mungkin tidak mencukupi. Di sinilah Advanced Oxidation Processes (AOPs) menjadi solusi pamungkas.
AOP bekerja berdasarkan pembentukan radikal hidroksil (OH•) yang sangat reaktif. Radikal bebas ini adalah oksidator terkuat kedua setelah fluorin dan mampu mengoksidasi hampir semua senyawa organik menjadi CO2, air, dan garam anorganik (mineralisasi).
Aplikasi Fenton dan Ozonisasi: Salah satu metode AOP yang paling umum dan cost-effective di industri tekstil adalah Reagen Fenton. Proses ini melibatkan reaksi antara ion besi (Fe2+) sebagai katalis dan Hidrogen Peroksida (H2O2) dalam kondisi pH asam (pH 3-4) untuk menghasilkan radikal hidroksil. Radikal ini dengan cepat menyerang dan memutus ikatan kromofor pada molekul zat warna (seperti ikatan azo -N=N-), menghilangkan warna secara permanen dan sekaligus memecah molekul organik rantai panjang menjadi molekul yang lebih kecil dan lebih mudah terurai secara biologi (meningkatkan rasio BOD/COD).
Alternatif lain adalah penggunaan Ozon (O3), yang juga merupakan oksidator kuat dan efektif untuk decolorization. Namun, ozonisasi seringkali membutuhkan biaya modal (CAPEX) dan energi yang lebih tinggi dibandingkan metode Fenton.
Setelah beban warna dan sebagian COD diturunkan di tahap kimia-fisika, jantung penyisihan bahan organik terlarut terletak pada pengolahan biologi.
1. Biologi Anaerob (Opsional namun Direkomendasikan untuk COD Tinggi): Jika COD influen sangat tinggi (>3000 mg/L), pengolahan anaerob sebagai pre-treatment biologi sangat menguntungkan. Dalam kondisi tanpa oksigen, konsorsium bakteri anaerob (asidogenik, asetogenik, dan metanogenik) bekerja memecah senyawa organik kompleks. Keuntungan utama anaerob adalah produksi lumpur yang jauh lebih sedikit dibandingkan proses aerob dan konsumsi energi yang rendah karena tidak memerlukan aerasi. Teknologi seperti UASB (Upflow Anaerobic Sludge Blanket) sangat efektif di tahap ini.
2. Biologi Aerob (Activated Sludge / Lumpur Aktif): Ini adalah tahap pemolesan akhir untuk memastikan BOD dan sisa COD memenuhi baku mutu. Dalam tangki aerasi, kami memastikan suplai oksigen (Dissolved Oxygen/DO) yang cukup (biasanya 2-4 mg/L) menggunakan roots blower dan diffuser berefisiensi tinggi.
Kunci keberhasilan di sini adalah manajemen biomassa (MLSS – Mixed Liquor Suspended Solids) dan rasio F/M (Food to Microorganism). Kami sering melakukan bio-augmentation dengan menambahkan kultur bakteri khusus yang telah beradaptasi untuk mendegradasi sisa-sisa zat warna dan surfaktan tekstil, seperti strain tertentu dari Pseudomonas sp. atau Bacillus sp. Proses ini memastikan bahwa efluen akhir benar-benar jernih dan aman dibuang ke badan air.
Satu aspek yang sering terabaikan namun krusial dalam operasional IPAL tekstil adalah penanganan lumpur. Proses kimia-fisika, terutama yang menggunakan dosis koagulan tinggi untuk menghilangkan warna, menghasilkan volume lumpur yang sangat besar.
Lumpur yang dihasilkan dari tangki sedimentasi (baik primer kimia maupun sekunder biologi) masih memiliki kadar air yang sangat tinggi, seringkali di atas 98%. Mengirim lumpur cair ini langsung ke pihak ketiga pengolah limbah B3 akan menelan biaya yang astronomis karena Anda pada dasarnya membayar untuk membuang air.
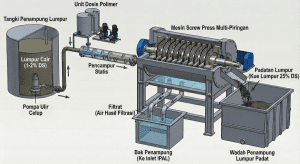
Oleh karena itu, sistem sludge dewatering (dewatering lumpur) adalah unit wajib. Tujuannya adalah untuk memisahkan air dari padatan lumpur secara mekanis untuk menghasilkan “kue lumpur” (sludge cake) dengan kadar padatan kering (dry solids) yang lebih tinggi (biasanya 20-40%).
Untuk karakteristik lumpur tekstil yang cenderung lengket dan sulit dikeringkan (terutama lumpur biologi dan lumpur kimia hidroksida logam), pemilihan teknologi dewatering sangat penting.
Filter Press (Plate and Frame): Mampu menghasilkan kue lumpur paling kering, namun operasionalnya bersifat batch (tidak kontinyu) dan memerlukan tenaga kerja lebih banyak untuk pembersihan pelat.
Screw Press / Multi-Disc Screw Press: Semakin populer karena operasionalnya yang kontinyu, konsumsi energi rendah, dan kebutuhan air pencuci (wash water) yang minim. Teknologi ini sangat cocok untuk lumpur yang abrasif atau berserat dari industri tekstil.
Penting untuk diingat bahwa berdasarkan regulasi di Indonesia, lumpur dari IPAL industri tekstil seringkali dikategorikan sebagai Limbah Bahan Berbahaya dan Beracun (B3), terutama jika mengandung logam berat (dari zat warna kompleks logam atau katalis) atau residu bahan kimia berbahaya lainnya.
Sebagai penghasil limbah B3, pabrik wajib melakukan penyimpanan sementara di TPS Limbah B3 yang berizin, melakukan pencatatan neraca limbah, dan memastikan pengangkutan serta pengolahan akhir dilakukan oleh pihak ketiga berizin resmi KLHK dengan disertai manifest elektronik (festronik). Manajemen lumpur yang buruk tidak hanya berdampak pada biaya, tetapi juga merupakan celah hukum yang serius.
Pengalaman 15 tahun mengajarkan kami bahwa tidak ada solusi “satu ukuran untuk semua” dalam wastewater treatment for textile industry. Karakteristik limbah pabrik pencelupan katun 100% akan berbeda drastis dengan pabrik pencelupan poliester atau pabrik printing batik.
PT Mizui Osmosa Teknovisa memulai setiap proyek dengan pendekatan berbasis data. Kami tidak sekadar mengajukan penawaran; kami melakukan:
Sampling & Karakterisasi Detail: Menganalisis profil polutan efluen Anda di laboratorium terakreditasi.
Jar Test & Pilot Trial: Melakukan simulasi skala laboratorium untuk menentukan jenis dan dosis kimia (decolorizing agent, koagulan, flokulan) yang paling optimal secara teknis dan ekonomis sebelum desain skala penuh dibuat.
Engineering Design yang Scalable: Merancang sistem yang tidak hanya memenuhi kapasitas saat ini tetapi juga mempertimbangkan rencana ekspansi produksi Anda di masa depan. Kami melayani dari skala UKM batik hingga industri garmen terintegrasi skala besar.
Kami tidak hanya menjual peralatan; kami menjual performa dan ketenangan pikiran. Setiap instalasi pengolahan air limbah tekstil yang kami bangun dilengkapi dengan komitmen:
Garansi Proses: Kami menjamin kualitas air olahan memenuhi Permen LHK No. 16 Tahun 2019 atau standar spesifik lain yang disepakati (misal ZDHC).
Commissioning & Training: Tim ahli kami akan mendampingi proses start-up biologi (seeding bakteri) hingga stabil dan melatih operator Anda agar mampu mengoperasikan IPAL secara mandiri dan efisien.
Layanan Purna Jual: Dukungan teknis berkelanjutan untuk memastikan IPAL Anda beroperasi pada performa puncak sepanjang masa pakainya.
Jangan biarkan masalah limbah berwarna dan COD tinggi menghambat pertumbuhan bisnis tekstil Anda. Bermitralah dengan ahli yang memahami seluk-beluk teknis dan tantangan nyata di lapangan. Hubungi PT Mizui Osmosa Teknovisa hari ini untuk konsultasi dan penilaian awal kebutuhan IPAL Anda.
Referensi Regulasi & Standar:
Butuh bantuan? Tim kami siap membantu.


