Imagine this scenario: You are monitoring the Reverse Osmosis (RO) control panel, and suddenly the low-pressure alarm goes off or the flow meter shows numbers far below operational standards. Your heart beats a little faster. As a fellow field person, I completely understand that momentary panic. Production could halt, the boiler could run out of feed water, and management will immediately ask, “Why?”
Don’t rush to conclude that your machine is completely broken. In my decades of experience handling industrial water treatment systems, a drop in performance is the machine’s way of “communicating” that something is blocking its flow. How to fix a clogged RO membrane is not just about replacing the filter; it’s about understanding the “language” of that water pressure and flow.
This article is not just textbook theory. It is a field manual we have compiled to help you diagnose, analyze, and recover your RO system from both fouling (dirt accumulation) and scaling (crust) issues. Let’s break it down one by one.
Why Has Your RO Water Flow Suddenly Dropped? (Early Symptoms)
The physical symptom our clients at
PT Mizui Osmosa Teknovasi most frequently complain about is a drastic drop in product water (permeate) flow (becoming a “droplet”). However, a flow reduction is just the tip of the iceberg. If you only focus on turning the valve to force more water out without finding the root cause, you are accelerating the death of your membrane.
Before we talk about chemical solutions, we must look at the data. In the engineering world, data never lies.
Don't Panic, Check These Pressure Indicators First
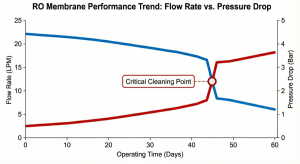
The first step when the causes of low RO water flow rate begin to be detected is to look at the Differential Pressure (ΔP) parameter. This is the pressure difference between the feed water and the reject water (concentrate).
Normally, water flows across the membrane surface with a certain amount of resistance. However, when the microscopic channels on the membrane start to get covered in dirt, the water has to work harder to get through. This is what causes the RO pump pressure to rise significantly on the feed side, while the pressure on the concentrate or permeate side drops.
As a rule of thumb I often rely on:
-
If Normalized Permeate Flow drops by 10%.
-
Or if Normalized Salt Passage (salt leakage) increases by 5-10%.
-
Or if Differential Pressure increases by 15% from the baseline value (when the membrane was newly installed).
Then, that is a “yellow light” warning. You must immediately perform a Cleaning in Place (CIP) procedure. Delaying action until the flow drops by 50% will cause the scale to harden permanently, and by then, the only solution is often purchasing an expensive new membrane.
Different Symptoms, Different Diseases: Membrane Issues vs. Pump Issues
Operators are often misled. “Sir, the water flow is low, the membrane must be blocked!” However, that is not necessarily true.
Before accusing the RO membrane of being clogged, first ensure the heart of your system—namely the High Pressure Pump—is working optimally. How do you tell the difference?
-
Check the Pump Ammeter: If the pressure is low and the pump amperage is also low/unstable, there is likely an issue with the pump impeller or power supply, not the membrane.
-
Check Pre-Treatment: Often, the 5-micron cartridge filter (spun filter) before entering the RO pump gets clogged first. If the pressure before entering the high-pressure pump has already plummeted, then the pump is not getting enough water supply (cavitation).
If the pump is healthy, the pre-filter is clean, but the operational pressure remains high with minimal water output, only then can we conclude there is a membrane fouling or scaling issue.
Water Detective: Finding the Cause of the Blockage (Diagnosis)
Once we have isolated the problem to the membrane, the next question is: What is blocking it? Knowing the type of blockage is crucial because blocked membrane solutions due to limescale are very different from blockages due to mud. Improper handling can be fatal (we will discuss this in the chemical risks section).
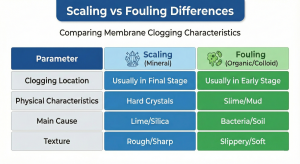
Scaling: When Minerals Harden Like Limestone
In Indonesia, groundwater often has high hardness. Scaling is the process of inorganic mineral crust formation. Imagine the white crust at the bottom of your water boiling kettle; that is what happens inside the membrane pores, but on a microscopic scale and under high pressure.
The main culprits are usually Calcium Carbonate (CaCO3), Calcium Sulfate (CaSO4), or Silica (SiO2).
Signs of a damaged or clogged RO membrane due to scaling usually occur in the last stage of the pressure vessel series. Why? Because in the final stage, the concentration of salts is already very dense as the pure water has been squeezed out in the initial stages. When this concentration exceeds the saturation limit, crystals begin to form and pierce the membrane’s polymer layer.
Fouling & Biofouling: The Problem of Mud and Slippery Bacteria
Unlike hard scaling, fouling is usually caused by colloidal particles, mud, or organic matter (biofouling). If your water source is river water or recycled wastewater, this risk is very high.
Biofouling is a cunning enemy. Bacteria form a slime layer (biofilm) that protects them from fast-flowing water. The hallmark of this type of membrane fouling issue is an increase in pressure drop that occurs in the first stage of the RO system, because physical dirt immediately hits the first membrane they encounter.
To validate this scientifically, you can check the SDI (Silt Density Index) value of the raw water. An SDI value > 5 will almost certainly cause fouling in a short time. You can study in-depth technical references regarding this fouling mechanism further in the Filmtec technical manual or literature from environmental engineering journals.
Technical Reference: For an in-depth understanding of membrane structure and fouling tolerance, you can read the DuPont FilmTec™ Reverse Osmosis Membranes Technical Manual or related case studies in the Journal of Environmental Technology.
To make it easier for you to distinguish the two in the field, pay attention to the following table:
Tactical Steps to Overcome Problems in the Field (Solutions)
Once the diagnosis is confirmed, it’s time for execution. As a senior technician, I recommend a phased approach. Do not immediately dismantle the membrane housing unless necessary.
Safe Independent Flushing and Cleaning Techniques
The safest first aid step is a Forward Flush. Perform flushing with a high flow rate but low pressure (around 30-40 PSI). The goal is to flush out physical dirt loosely attached to the membrane surface.
However, if the scale is stubborn, you need a
CIP (Cleaning In Place) process. How to fix a clogged RO membrane with CIP requires the circulation of cleaning chemicals.
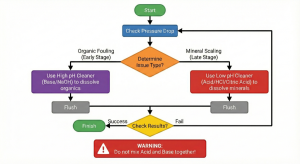
Here is the logic of the cleaning flow:
-
Low pH Cleaning (Acid): Use an acid solution (usually pH 2-3) such as Citric Acid or 0.2% HCl to dissolve scaling (calcium carbonate). Circulate for 30-60 minutes. Pay attention to the solution temperature; ideally, it should be between 30°C – 40°C to accelerate the reaction, but do not exceed 45°C as it can damage the membrane glue.
-
High pH Cleaning (Base): Use a base solution (pH 10-11) such as NaOH to destroy organic fouling and biofouling. Organics tend to dissolve in an alkaline environment.
IMPORTANT: Always flush with pure water (permeate) until the pH is neutral between switching from acid to base cleaning (or vice versa). If residual acid meets base inside the membrane, an exothermic (heat) reaction will occur that can melt your membrane layer!
The Vital Role of Antiscalant in Preventing Recurrence
Cleaning is exhausting and consumes downtime. Prevention is far better. This is where the role of a good antiscalant is crucial. Antiscalants work by interfering with the formation of mineral crystals, so the minerals remain suspended in the reject water and do not stick together to form a crust.
Many operators try to save money by turning off the antiscalant dosing pump. This is a false economy. The cost of replacing one 8-inch membrane element can reach tens of millions of rupiah, far more expensive than the cost of antiscalant for a year. Ensure your antiscalant dosing rate has been calculated based on the latest raw water analysis, not just a “feeling.”
When Should You Give Up and Call the Experts? (Decision)
There is a point where independent efforts actually risk exacerbating the damage. I often encounter cases where operators try prodding the membrane with hard objects or using clothing bleach (chlorine) excessively.
Fatal Risks of Incorrectly Mixing Cleaning Chemicals
Modern RO membranes (Thin Film Composite/TFC) are highly sensitive to oxidants like free chlorine. If you perform cleaning to remove biofouling but use chlorine, the membrane’s polyamide structure will oxidize. The result? The membrane becomes permanently “leaky”—salts just pass right through, and the product water TDS will skyrocket. This oxidation damage is irreversible.
Furthermore, errors in setting the flow rate during cleaning can cause telescoping, a condition where the membrane roll “protrudes” out like a telescope due to excessive physical pressure.
Complete Solutions with the Mizui Osmosa Technical Team
If you have tried flushing and basic chemical cleaning but the Differential Pressure doesn’t drop, or if signs of a damaged RO membrane such as a drastic TDS increase persist, it’s time to call for professional help.
Sometimes, the problem isn’t just dirt, but a hydraulic design that needs re-evaluating, or Off-site Cleaning is required with specialized equipment capable of providing long-term soaking that cannot be done on your machine.
At PT Mizui Osmosa Teknovasi, we have a team of experts who don’t just come to wash, but to perform an autopsy on your water system’s problems. We use special chemicals formulated for the specific types of foulants in Indonesia, and conduct laboratory analyses before and after the work.
Don’t let your membrane get permanently damaged by trial and error.
We are ready to help restore your RO machine’s performance to its optimal point, as efficiently as possible. Remember, clean water is the lifeblood of your industry, and we are here to ensure it keeps flowing.
Disclaimer: This article is written for technical education purposes. Chemical handling procedures must be carried out by trained personnel using complete Personal Protective Equipment (PPE).